In previous articles you gained the importance of a boiler inspection in which we discussed furnace and economizer inspections. In the boiler inspection hierarchy, the next higher importance is given to the boiler mountings.
Introduction:
Before inspecting the boiler mountings, the shell has to be first inspected because the mountings are placed on the shells of boiler. Boiler shell plates are inspected so that the mountings are firmly supported and safe to operate when the boiler is firing.
Boiler Shell:
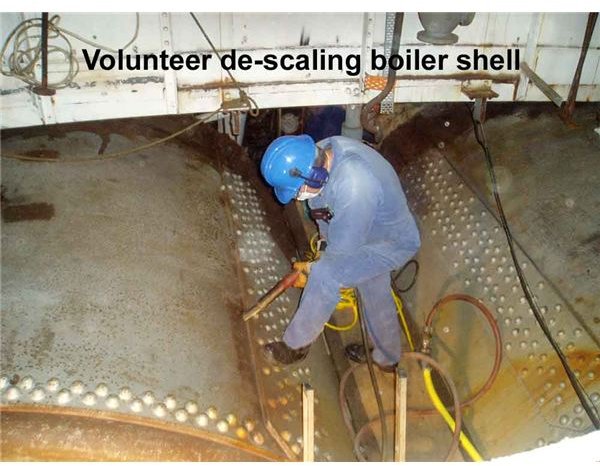
- Internal examination is made for cracks, corrosion wastage, or deformation of shell plating.
- Any oil traces must be removed by alkali-boil out. Corrosion may be expected at positions with poor circulation and places which can harbor deposits.
- Pitting corrosion in the area of the water level to be checked for, especially on idle boilers where liberated dissolved gas was not removed from the boiler with steam. A boiler left with an undisturbed water level for some length of time can develop serious pitting.
- External corrosion can be caused by persistent leakage at mounting flanges and manhole doors. The engine room floor underneath the boiler may have occasional bilge water and possess a damp atmosphere, and there may also be oil deposits and stored rags or paint drums. These are all potential hazards.
- Welding may reinforce the wasted shell plating, but in case of extension wastage, renewal of the plating is the only remedy.
Boiler Shell
Mounting and Fittings:
For the normal operation of the boiler the boiler mountings are essential, some of the boiler mountings are:
- Main steam stop valve.
- Auxiliary Steam stop valve.
- Thermometer.
- Pressure gauge.
- Blow down valve.
- Run down valve.
- Chemical dosing valve.
- Scum down valve.
- Feed check valve.
- Salinometer.
- Water level gauge glass.
- Safety valve.
As these mountings play an important role in the normal operation of the boiler, it has to be inspected for the safe operation of the boiler.
- Major mountings are removed, dismantled, and inspected.
- Gauge glasses, safety valves, feed check valve, and steam stop valves are all checked for corrosion, erosion, strength, and correct operation.
- Internal feed and chemical injection pipes are inspected for oxygen pitting and corrosion.
- Waste steam pipes are hammer tested and all drains in exhaust system checked.
- Soot blower nozzles are vulnerable to burning and to be checked for correct sweep pattern.
- The air register are to be checked and cleaned.
- Clearance at manhole and mudhole doors is to be checked and should have a spigot clearance not exceeding 1.5mm all around. Leakage from manhole doors has been the cause of serious shell wastage. Where this is exceeded, the clearance can be restored by building up the door spigot with welding and hand dressing to suit.
- Wastage of manhole landing faces is difficult to retry by welding fitting a false sealing ring could be the recommended repair.
- A careful check is made for strained door studs, stripped and slack nuts, and distorted dogs. A badly fitted door can cause a joint to blow out under pressure.
- When under steam, the inspector always checks if the manhole door have been pulled up when hot and the dogs are correctly positioned.
Support and securing arrangement:
- The attachment between the boiler and foundation structure should have adequate provision for expansion. Restriction of movement imposes loads on the connections and if the part is unable to yield or bend, cracking will occur.
- Welding attachment such as cradles, feet, and rolling stay lugs should always be inspected carefully. Cracks due to stress concentration at the welding connection may propagate into the shell plating.
Safety valve:
- Check condition of internal parts of valve for sign of corrosion, galling and wear.
- Check for pitting, cracking, resiliency, and condition of springs.
- Check spindle for straightness and adjusting ring threads for freedom of movement.
- Check the discharge and drain piping, it should be well clear.
- Check dampers to ensure that linkages are secured and well-greased.
- Condition of burners and vanes for signs of corrosion and erosion.
- Check condition and operation of all feed water, blow down, drain, and other valves.
- Check feed water controller and control valve connection lines and ensure proper function.
- Examine outside of lagging of rusty streaks and other telltale signs.
- Examine the foundation and bracing bolts of boiler for corrosion, fretting and rusting.
Image Credit:
https://www.thermaxindia.com/Packaged-Boilers.aspx
https://www.shf.org.au/JO-restoration/JO-news-Jul2008.html
https://www.byworth.co.uk/yorkshireman.aspx
Boiler Mountings


This post is part of the series: Inspection Carried Out in Marine Boilers
In this series let us discuss about the inspection or survey carried out in the marine boiler at regular interval, along with the scope of inspection. The inspection on the marine boiler parts are carried out starting from the Furnace, Economizer, Boiler Mountings and finally on boiler superheaters.