Economizers are heat exchangers which are fitted in a boiler to increase the efficiency of the boiler. This is done by extracting the heat from the exiting gas and using it to heat the feed water entering the boiler.
Introduction
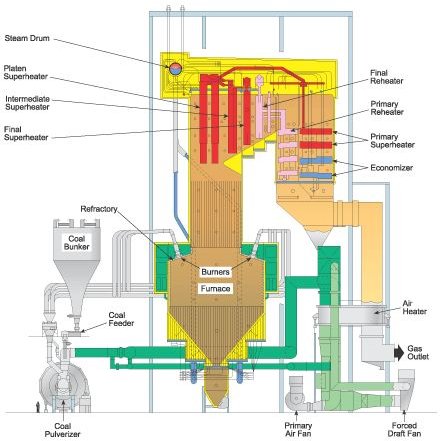
To obtain an acceptable degree of efficiency and reduce fuel consumption as much as possible by introducing further heat recovery surface so that the gas temperature at the funnel may be as low as practicable, the gas temperature leaving a boiler cannot be reduced much below 30oC above the saturation temperature. In radiant types a much higher exit gas temperature is usually found. To carry out this further heat exchange, surfaces such as economizers and air heaters are commonly used.
In many radiant boiler types, economizers are also found arranged integrally within the boiler unit. In this location they consist of a number of multi-loop elements of plain tubes connected at their ends to inlet and outlet headers.
Since are situated in a hot gas temperature zone and are required to perform a considerable heat exchange duty, a portion of the water pumped through them may be converted into steam. These steaming economizers are arranged so that water enters the lower header and the steam and water mixture leaves from the top header to the steam drum where the steam and water separate.
Economizers are used externally to boilers for further heat recovery. Economizers are found in the cooler gas zone and are fed with water temperatures around 116oC or 185oC depending upon whether the feed cycle includes high pressure feed heaters after the de-aerator.
Boiler With the Economizer:
Inspection on Gas Side:
Before going into economizer inspection, first inspect the gas side of the boiler. It gives you aclear picture of boiler working condition and the efficiency of heat transfer surfaces.
- Check exterior of drums for sign of tube roll, leakage, corrosion, soot erosion and overheating.
- Condition of outside drum insulation.
- Drum seals for signs of air leakage.
- Inspect drum support for cracks and expansion clearance.
- Check all the blow-down connection for expansion and flexibility of support.
- Inspect all piping and valves for leaks.
- Visually check water wall tubes and fins for cracks.
- Check exterior of all tubes for corrosion, carbon-build up, erosion, blisters and sagging.
- Inspect tubes at soot blower for sign of steam impingement.
- Check header seals for signs of air leakage.
- Examine exterior of headers for corrosion, erosion, thermal cracking and condition of insulation.
- Condition of refractory.
- Around the burner assembly check refractory, tube condition and accumulation of soot or carbon.
- Check soot blowers for distortion, worn bearings, rubbing of tubes, condition of nozzle cracks, freedom of movement and effective lubrication.
Economizer
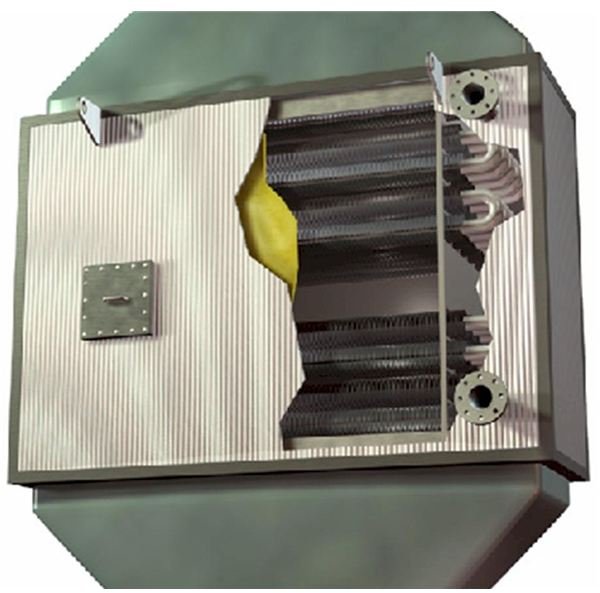
Inspection On Economizer:
- The major problem at the economizer section is low temperature corrosion and problems from gas side deposits.
- Sliding and leaky expansion joints at the casing may allow accumulation of soot with severe acid attack.
- Inspection of tubes bends by opening the inspection covers needs to be carried out to check these.
- Uptake area may show cracked expansion bellows sign of acid corrosion.
- General cleanliness of these areas indicates the combustion performance in boiler.
Image Credit:
https://www.babcock.com/products/boilers/downshot.html
https://www.blesi-evans.com/kentube.htm
This post is part of the series: Inspection Carried Out in Marine Boilers
In this series let us discuss about the inspection or survey carried out in the marine boiler at regular interval, along with the scope of inspection. The inspection on the marine boiler parts are carried out starting from the Furnace, Economizer, Boiler Mountings and finally on boiler superheaters.