In a marine diesel engine the piston rings play one of the most important roles in the diesel compression combustion ignition system. However, to maintain optimum compression, marine piston ring inspection and clearance checks must be carried out as per the engine manufacturers O & M Manual.
In a ship’s main diesel engine the compression piston rings seal the piston against the liner, preventing leakage of the high temperature combustion gases.
Specially machined oil/scraper rings also play their part by removing the excess lubricating oil from the cylinders; helping to prevent an excessive build-up of carbon both around the rings and on the piston crown.
The next few sections examine their fabrication from casting to machining as well as the mechanical properties and design features of the modern engine piston rings; beginning with their required mechanical properties.
Required Properties
Piston rings are cast from an alloy of cast iron base with several elements added to obtain the range of mechanical properties; the major ones being listed below.
- Inherent Hardness for Wear Resistance- This will provide longer periods between piston ring replacement.
- Low Friction and Self Lubricating- both of these properties promote efficiency due to a reduction in fuel and lube-oil usage.
- Corrosion Resistant – one of the most important properties due to the heavy fuel oil being very corrosive because of its high sulfur content.
- Load Bearing – large forces and shock loads are produced in the internal combustion process; the rings must be robust resist these.
- Good Heat Transfer – the rings must readily transfer heat; also being resistant to the high temperature of combustion, whilst maintaining the other properties.
As well as the above properties the piston rings should have similar thermal expansion to that of the cylinder liner. This is required to maintain their optimum clearances both within their grooves and between them and liner.
Alloying, Machining and Plating
Ship’s two stroke marine diesel engine piston rings are cast from a base metal of pearlitic grey cast iron alloyed with varying percentages of molybdenum, chrome/vanadium, and nickel.
Modern engines use compact graphic cast iron alloyed with the typical elements as described earlier. However, a higher percentage of titanium and vanadium is now used to form hard carbides within the alloy structure.
The rings are cast using the “pot casting technique” that produces an oval casting from which the individual rings are machined and parted off, the edges being rounded automatically by the machine.
When I was serving my apprenticeship as a marine fitter in Harland and Wolff Belfast in the 1960’s, I spent a few months in the piston ring section of the engine-works department. Here the rings were machined by a device known as a “hurdy-gurdy” (probable Belfast colloquial term) this machine was right across from my workbench. It resembled a vertical lathe that could accurately machine the inside and outside of the casting; that was clamped in a large circular jawed vice.
Anyway, after machining and parting off the rings from the casting they came across to our benches where we de-burred them, leaving a ⅛“chamfer or round on their outer and inner edges. We then cut through the ring and passed them onto the next section where the gap was measured and very accurately cut to the required size. After this, the rings were trial fitted to the appropriate cylinder sized master gauge before being sent for grinding of the ring landing edges. The last operation was case hardening then the rings were sent to the engine assembly area for fitting to the pistons.
Nowadays the rings are machined using modern equipment; the rings cut, gap set and gagged open before being sent for tensioning and surface grinding of the landings. These surfaces along with the running surfaces are now chrome plated, the running surfaces being coated with a suitable running in compound such as aluminum, graphite or soft copper. A lot different from the old method; but I remember overhauling pistons when I was an engineer at sea, and sometimes there were burrs left on the machined edges of the new rings. These had to be removed before fitting as metal slivers could have broken away and scored the bore. This would never have been allowed in my day; maybe this is why Harland’s B & W engines were so reliable!
Inspection Techniques
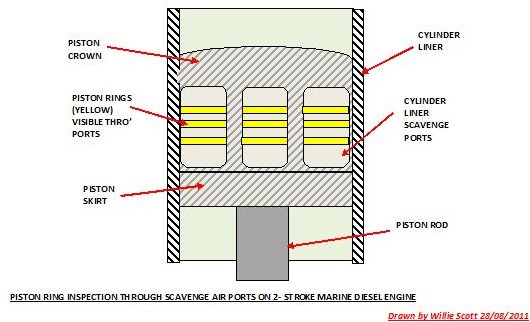
Piston rings can be easily and regularly examined for scuffing/burn evidence or ring breaks through the scavenge ports. Visual inspection of the size of the chamfer or rounding of the ring edges can also be used as a guide to wear, by comparing this with the size of the rounding on a new ring.
To enable this in-situ inspection, the engine turning gear is engaged to lower the piston just above bottom dead centre, allowing some of the ring set to be observed through the scavenge ports. Scuffing or burning is also a visual examination carried out using a torch. Checking for broken rings is carried out by pushing a piece of wood such as a broom handle (I used the shaft of a 2lb hammer) against each ring in turn. They should spring back to position against the liner; if they don’t - a broken ring is a 99% certainty. All of the rings can be examined by raising or lowering the piston for access and inspection through the ports. A sketch of this method is shown below; please click on image to enlarge.
I sailed on a ship which had a Werkspoor 2-stroke main engine that broke piston rings on a regular basis, and I used the above method for inspection of the rings. The bottom part of the cylinder liner was in two halves and contained the scavenge ports. This section was easily split to reveal a full set of rings and the means to replace broken ones. I never did find the reason for the ring breaking, but suspected misalignment between the bottom section and the rest of the liner although these components were doweled, I wonder if they ever found the reason.
Enough of my rambling; a trait of an old Irish retired marine engineer, so back to the present. For a thorough ring inspection to be carried out, it is necessary to remove the piston from the liner , a sketch of this is shown below; please click on the image to enlarge.
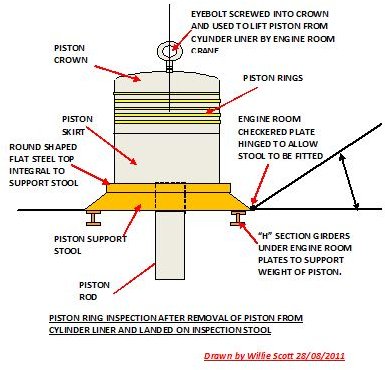
Once the piston is on the inspection stool, the ring inspection can be carried out and the following conditions may be evident on the rings.
1. Good Condition
- Running surfaces will be bright.
- Rings can be moved freely within their grooves.
- Not unduly worn, (measurement required) and should exhibit a good lubrication supply.
- Edges will still have a relatively sharp chamfer-without any signs of indentations or burn mark.
2. Micro or Macro-Seizures/Scuffing
- Dull running surface.
- Scuffing-Appearance of vertical strip/sharp burn marks
3. Piston Ring Scratched
- Due to hard abrasive particle breaking from a badly machined ring or from particles entering cylinder via fuel.
4. Rings sticking in grooves
- Thick and hard deposits of carbon preventing the rings from moving freely in its grooves; caused by lack of sealing, i.e. combustion gas being blown past.
5. Breakage/Collapse
- Blackish appearance
- Black dry zones on upper part of liner wall.
As the ship’s engineer gains experience it will become second nature to examine the rings and spot any of the above conditions at the regular inspections or on re-assembly after a breakdown.
Design Factors and Sealing Requirements.
The following factors are taken into account by the engine manufacturer when designing piston rings for their engines.
- Piston ring and liner surface operating temperature.
- Piston ring and cylinder liner machined surface finish.
- Medium used in piston cooling i.e. water or oil.
Optimum Sealing of Piston Rings
- Piston rings should operate at all temperatures with minimum lubrication.
- Piston rings should move freely in the groove.
- Piston rings, their groove, and cylinder wall should maintain their designed shape under high operating temperature and pressures.
- Must have inherent strength to withstand high shock loads due to compression forces.
Clearances
Groove Clearances
Ring clearances are necessary to allow movements and thermal expansion. Axial clearance in the groove must be gauged to allow gas pressure to pass to and from the back of the rings. Circumferential clearance at the ring joint is necessary to allow for thermal expansion, but should not allow excessive blow-by of gases.
1. Butt / Gap Clearance
- Butt clearance should be maintained within this range of 0.4 - 0.5 % of cylinder bore.
- Should be as small as possible (as per maker’s instruction), but should never close completely.
- If the ring gap is too small, the ring may break due to the restriction on its thermal expansion when coming up to working temperature. Even if the ring remains intact too small a gap may also cause excessive pressure between the ring and liner surfaces. This can lead to liner scuffing due to the oil film breaking down; or at the least cause an increase in liner wear.
2. Vertical Clearance
- It is essential for free movement during operation.
- Insufficient vertical clearance will cause rings to stick in the groove or break as they come up to operating temperature.
- To be kept minimum to avoid ring hammering and ring groove wear.
References
- Sintercast: Compacted Graphite Iron for High Performance Piston Rngs
- Willie Scott: Breakdown at Sea (Removal of Piston)
- Mandiesel; Recommended piston ring inspection frequency and clearances for MAN main engines (Pages 13 through 16)
- Hprings: Piston Rings for Marine Diesel Engines
This post is part of the series: Inspection - Marine Engine Parts
Inspection is an important duty to be carried out on Engines after regular intervals in order to keep the engines in safe working conditions. This series will help you in carrying out the inspection on various marine engine parts.