Marine diesel liners in slow speed two stroke engines are produced from a cast iron alloy having the mechanical properties of machineability, good wearing, self-lubrication, and hardness.The bore, scavenge ports, and external landing surfaces of the liner casting are machined to a fine tolerance.
In the diesel engines that are used as propulsion plants for ships , the cylinder liner scavenge air ports are machined into the liner; being located in the scavenge air trunking/plenum in final assembly of the engine. If exhaust ports are used these are machined above the inlet ports. The position of the scavenge ports on the cylinder liner, or the addition of an exhaust valve in the cylinder head depends on the design of the scavenging air system used by engine manufacturer.
The following sections examine the properties of the cylinder liner and its role in the engine; the first section describes the different types of scavenging employed in a two stroke marine diesel engine.
Scavenging Techniques
Efficient scavenging is required to ensure an adequate supply of combustion air to the engine. There are three basic types of scavenging techniques in a two-stroke marine diesel engine used to supply fresh air to the combustion chamber and extract the resultant exhaust gasses.
- Loop Scavenging
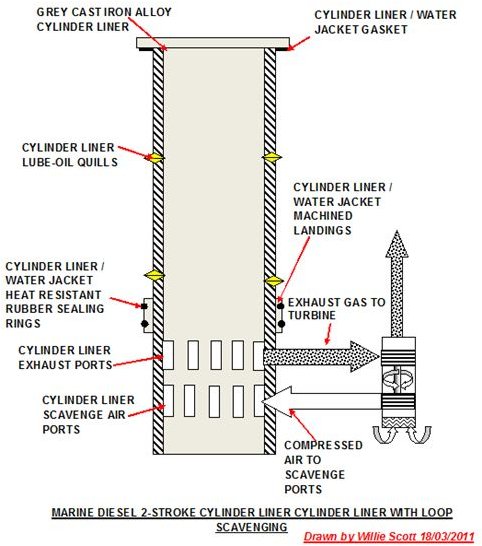
In loop scavenging the inlet and exhaust ports are machined in the same side of the cylinder liner; the exhaust scavenge ports being above the inlet ports.
- Cross-flow Scavenging
In this technique, the inlet and exhaust scavenge ports are machined into the opposite sides of the cylinder; the exhaust ports being above the inlet ports.
- Uniflow Scavenging
This is quickly becoming the most common technique used in scavenging. Here the inlet ports are machined around the liner about 1/3rd of the way up from the bottom. Instead of the usual exhaust ports, an exhaust valve can be used. This is the current method of scavenging employed by the major manufacturers of large two-stroe marine diesel engines.
Properties of Cylinder Liners
- Material Properties.
When I was serving my apprenticeship at Harland and Wolff Belfast in the 1960’s, the liners were cast in sand molds. Nowadays they are formed using centrifugal casting, which involves rotating a mold at high speed whilst pouring in the molten metal.
During the smelting process, elements are added to the grey cast iron to produce an alloy with improved mechanical properties of hardness, corrosion resistance, and machineability. The most popular alloying elements being;
Manganese – improves mechanical properties.
Chromium – adds hardness and corrosive resistance.
Silicon – reduces the formation of white cast iron, promoting instead the desired grey graphite cast iron.
- Machining
This consists of internal machining of the bore that contrary to other engines should not have a perfect “hone like” finish. Other machining is carried out on the landings, including cutting the grooves for the rubber ring seals, cutting out of the exhaust /inlet ports and drilling and threading of the penetrations for the insertion of the lube-oil quills.
- Ports
The inlet ports are machined into the liner at an angle to reduce the hindrance fresh air supply, also to the exhaust ports for smoother exit of exhaust gases from the cylinder.
- Lubrication
Although grey cast iron has the property of self lubrication due to the graphite content, lubrication is also provided by a forced total loss system through the quills screwed into strategic points in the liner. The supply of oil is adjusted through the individual lubrication pumps located at the front of the engine at the control level. Any excess oil is removed from the liner by the piston oil scraper rings, and deposited in the scavenge air space. This oil is prevented from entering the crankcase by the piston-rod gland, and is drained into the dirty oil tank. This oil should never be reused or added to the heavy fuel oil.
- Water Sealing and Cooling
The cylinder liner is fitted into the water jacket where water is circulated to cool the combustion section of the cylinder.
To prevent the ingress into the liner through the ports, there are high temperature resistant rubber rings fitted to machined landings above the scavenge and exhaust ports.
There is also a gasket placed between the top landing of the liner and the water jacket.
Many years ago when I was a seagoing engineer, we had a problem with the rubber sealing rings allowing water to enter the liner ports. We had to replace these rings at regular intervals. This necessitated the “pulling” of the liner , quite a big job involving removal of the cylinder head and piston.
We were using a well known water resistant grease to lubricate the rubber rings before being fitted into their machined grooves. This was to prevent them twisting or “riding up” when dropping the liners into the water jackets.
I suggested using “soft soap” that I had previously used on diesel liner replacement on power generators. We got a few cans of the said soap at the next port and although this increased the time between pulling liners, it did not eliminate the problem. (But it was very good for washing boiler suits.)
Looking back 40 odd years, I think the landings on the cooling water jackets must have been poorly machined on this particular Sulzer RD engine, or perhaps it was just a bad lot of rubber rings. Anyway I diverge; we move to the operation of the liner in the final section.
Operation
As we seen previously, the three basic methods of scavenge systems are crossflow, loop and uniflow, we shall examine the loop system when looking at the operation of the liner below.
- Operation
Starting with the piston at Bottom Dead Centre (BDC) the scavenge air ports are exposed allowing a fresh charge of pressurized air to enter the cylinder. As the piston rises, it covers the scavenge air inlet ports and expels the previous cycle exhaust gasses through exhaust ports. The piston continues to rise inside the cylinder liner compressing the air until it reaches almost Top Dead Centre (TDC), fuel is injected, and compression combustion occurs, pushing the pistom back down the liner.
A sketch of a marine diesel engine cylinder liner using loop system of scavenging is shown below;
References
- Willie Scott: Mechanical Properties ; Breakdown of Main Engine
- Marinediesels: Cylinder Liner Wear
- Findarticles: Operation of Cylinder Liner
This post is part of the series: Marine Engine Parts - Cyliner Liner
This series will give you a clear picture on the types cylinder liner used in large marine diesel engines and how to reduce the wear in them ..?