The paper that we use in day to day life is made from wood. Wood is cooked in digesters using sodium salts. These salts are recovered in the process by a chemical recovery boiler. Earlier roasters were used and were replaced by recovery boilers which are much more energy efficient.
The Process
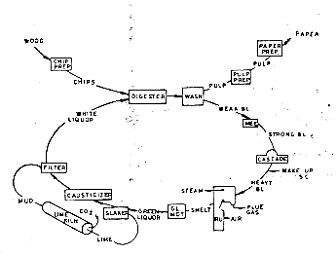
In a pulp and paper plant the sodium salts used for extracting the lignin from wood during cooking have to be recovered to make the process viable. A cooking liquor recovery cycle retrieves white liquor for the cook from the black liquor spent chemicals obtained from the pulp wash. Weak black liquor containing about 15% inorganics and the lignin organic is concentrated in multiple-effect evaporators (MEE) to about 50% strong black liquor. Due to liquor characteristics, further concentration is often better done in a cascade evaporator where hot gaseous stream from a boiler contacts the liquor. Cycle make-up chemicals, usually salt cake, are added to the resulting 68% heavy liquor. At this concentration, the heating value is high enough to provide self-sustaining combustion with air to evaporate the remaining water, provide heat of reduction for chemical recovery, and to provide additional heat liberation to warrant heat recovery in the steam generating sections of the recovery unit.
Functions of Chemical Recovery Boilers
1 To recover the inorganic chemicals from black liquor
2 To produce high pressure and high temperature steam for captive power generation and also provide steam for use in Pulp and Paper mill operations.
Pulp mill operations totally depend upon the chemical recovery boiler. Generally, each paper mill is linked up with one recovery boiler and hence its availability and efficient operation are of utmost importance. Unlike other types of boiler in chemical recovery boiler the combustion takes place in reducing atmosphere and with coarser particle sizes.
Types of Chemical Recovery Boilers.
Depending upon black liquor concentration available from MEE, following types of chemical recovery boilers can be chosen.
- Conventional units having direct contact evaporator (like cascade evaporator) wherein black liquor at 45 to 50% from MEE is concentrated to 62% to 70% solids before firing into furnace.
- Large economizer units. In these units, black liquor at 62 to 70% from MEE is directly fired in to the furnace. In this case a vertical tube extended surface economizer replaces the direct contact evaporator.
Salient features of a Chemical Recovery Boiler.
- Fully welded furnace waterwall construction with no refractory on vertical waterwallls
- Decanting hearth with multiple smelt spouts. Suspension firing of black liquor with multiple black liquor guns
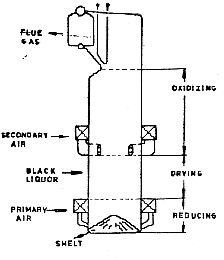
- Properly proportioned drying, reducing, and oxidizing zones with tangential concentric air system above the black liquor guns
- Widely spaced tangent tube superheater with flexible connectors and steam cooled spacers
- Single pass baffle-less boiler bank. Vertical straight tube economizer
- Twin wheel cascade evaporator system. Concrete cased electrostatic precipitator with collecting electrode of COR-TEN steel
- Forward curved bladed radial induced draft fans
- High energy arc ignitors with visible light scanners for start up oil burners
- Furnace safeguard supervisory system
- Fully automatic soot blower control system
- Use of seamless steel tubes for boiler pressure parts.
Next in this series will be (1) Effect of Various Parameters in Chemical Recovery Boiler Operation and (2) Performance Optimization of Chemical Recovery Boiler
Pulp & Paper Kraft Mill Schematic & Chemical Recovery Boiler Furnace
About the Author
Dr V T Sathyanathan is a boiler consultant with 35 years of experience in various areas of high pressure boiler trouble shooting. He holds a PhD in coal combustion in boilers.
Related Reading
Classification of Steam Boilers - Boiler classification can be based on many factors like usage, fuel fired, fuel firing system, type of arrangement etc. Commonly known types are pulverized coal fired boilers, fluidized bed boilers, super critical boilers, oil and gas fired boilers. All cater to industrial and power generation.
Smelt Water Explosion in Chemical Recovery Boiler - Explosion in chemical recovery boiler is caused by physical change of state of water when it comes in contact with smelt in the boiler hearth. The damage caused by smelt-water explosion is by the unidirectional wave that gets formed during the liquid to liquid interaction.
Steps to Evaluate Boiler Explosion - Boiler explosion causes long outage and loss of generation. It can cause loss of life and property. NFPA has collected data on explosion and has large number of standards which guide to prevent explosion. Evaluating the cause, documenting it for corrective and preventive action is essential.
This post is part of the series: Chemical Recovery Boilers in Pulp and Paper Plants
Chemical recovery boilers are the heart of the paper making process. The first part of this series deals with various function and types of Chemical recovery boiler in pulp and paper plant, then Effect of Various Parameters on Chemical Recovery Boiler Operation and finally Performance Optimization.


