This article discusses exhaust valves used in the marine diesel, properties of materials, new design features, causes for exhaust valve burning, indication of exhaust valve leakage, stress on the exhaust valve, stress failures, and exhaust valve problems.
Introduction
The exhaust valve consists of a valve housing and a valve spindle. The valve housing is of cast iron and arranged for water cooling. The housing is provided with a bottom piece of steel with stellite welded onto the seat. The spindle or valve stem is made of heat resistant steel with stellite welded on to the seat. The housing is provided with spindle guide or valve guide. The exhaust valve housing is connected to the cover with studs and nuts tightened by a hydraulic jack. The exhaust valve is opened hydraulically and closed by a set of helical springs. The hydraulic system consists of a piston pump mounted on the roller guide housing, a high pressure pipe, and a working cylinder on the exhaust valve. The piston pump is activated by the cam on the shaft.
The exhaust valve is subjected to hot gases, and the temperature resistance of its seat and body is therefore crucial. In new designs, Nimonic valves combined with proper seat cooling have yielded excellent service behavior and long life times. When exhaust valves are not centered in the combustion chamber, heating will not be symmetrical on the valve lid. For this reason, an automatic rotating device may be fitted causing the valve to rotate slowly, thereby avoiding localized heating.
Material Properties:
- High tensile strength and creep resistance properties.
- Resistance at high temperature properties.
- Resistance to high temperature corrosion.
Exhaust Valve Improved Design
- Bore cooling for efficient cooling systems (as low as 327oC at full load).
- Valve rotational mechanism.
- Heat and corrosion resistance material used.
- Hydraulic push rod with controlled valve landing speed.
- Air spring (or increasing number of springs with improved material) to reduce valve bouncing.
- Guide bush is sealed by pressurized air.
- For less obstruction of gases, use valve seat angle 30o instead of 45o.
Cause of Exhaust Valve Burning
- Continuous overloading of engine or particular unit causing high exhaust temperature .
- Poor combustion (or after burning) of fuel due to dirty fuel injectors, incorrect fuel injection pressure, incorrect fuel temperature, late fuel injection timing, air starvation, water or impurities in fuel.
- Valve not closing properly due to incorrect tappet clearance or starvation of closing air supply.
- Insufficient cooling water supply may cause the valve to overheat.
- Hot corrosion due to bad quality fuel, which contains high vanadium sodium etc.
- Unstable material used.
Indication of Exhaust Leaking
- Indicates high exhaust temperature in that unit.
- Indicates low compression pressure and low peak pressure in the indicator diagram. Low compression pressure and low peak pressure can be caused of shortage of air supply also, but in that case scavenge air or turbocharger air pressure will increase abnormally.
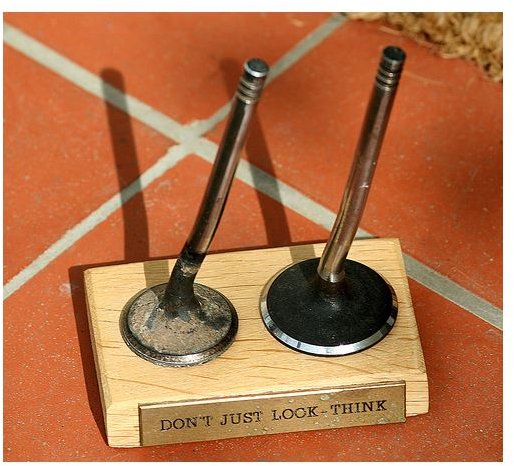
Exhaust Valve Failure

Exhaust Valve Failure
Stress on Exhaust Valve
- Thermal stress 3 times greater than mechanical stress.
- Thermal stress in radial direction greater than axial direction.
- Largest mechanical stress at the flame face center.
- Highest thermal hoop stress in lid.
- Largest mechanical stress in the radial direction along the bend radius circumferentially.
- Maximum combined stress at the valve neck points.
Stress Failures
- Circumferential and radial cracks around head radius.
- Breaking at the neck.
- Radial crack at the seat.
- Dishing in the head.
- Cracking at the frame face.
Exhaust Valve Problems
1. Burning due to high temperature use bore cooling.
- Use valve rotational mechanism.
- Use Nimonic material.
2. Seat trumping and wear.
3. Valve bouncing
- Use air and hydraulic actuator.
- Or increase number of spring with improved material.
4. Hot corrosion and erosion at the valve seat and its underside.
5. Possibility of scaling due to poor water treatment.
6. Thermal stress due to heating and cooling.
7. Cracking at the seat and center of the flame face.
8. Breaking at the valve neck.
Image Credits
commons.wikimedia - Exhaust Vavle Failure
Flickr.com - Exhaust Valve Burning