Safety valves are fitted to protect the boiler from the effect of over pressure. At least two safety valves are fitted to each boiler steam drum, but if there is a superheater, another safety valve should be fitted on it.
Introduction: Marine Boiler Safety Valves
The pressure setting of the superheater safety valve should be less that the designed pressure of the boiler, i.e. less than that of the steam drum safety valve, to ensure flow of steam through the superheater under blow off conditions. The pressure setting of one steam drum safety valve should be same as the design pressure of the boiler. The pressure setting of another safety valve should be 2-3 % more than the designed pressure of the boiler.
Classification of Boiler Safety Valves
There are three types of safety valves used in marine boilers:
- Improved high lift safety valve
- Full lift safety valve
- Full bore safety valve
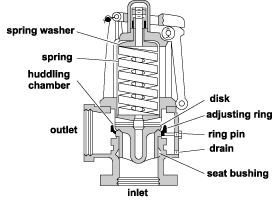
Boiler Safety Valve:
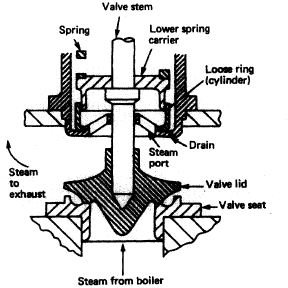
Improved High Lift Safety Valve:
- Wingless valve improves steam flow and reduces risk of seizure.
- Waste steam pressure acting on the piston gives increasing valve lift.
- Special shaped seat deflects steam towards lip on valve and increases valve lift.
- The valve lifts, the force to compress the spring increases, so the higher valve lifts the greater the increasing in boiler pressure.
- Waste steam pressure keeps cylinder in place while piston moves, also by having a floating cylinder, seizure risk is reduced.
- A lip is placed around the valve seat so that when the valve lid lifts, escaping steam is trapped in the annular space around the valve face, the resultant build–up of pressure acting upon the greater valve lid area causes the valve to lift sharply. This arrangement gives another advantage to close the valve cleanly and sharply with very little blow down effect.
- The improved high lift safety valve makes use of waste steam pressure to increase the valve lift; this is done by allowing the pressure to act upon the lower spring carrier which fits within a floating ring so forming in effect a piston. The pressure acts upon this piston causing it to move up, helping to compress the spring and so increasing the valve lift.
- Loose fitting key or pad lock is provided to ensure proper closing of valve.
- Loose pin is provided to secure valve lid and allow thermal expansion.
- Adjustment of the valve is carried out by means of a compression nut screwing down on to the top spring plate.
- A compression ring is fitted after the final adjustment to ensure no further movement takes place.
- A cap is then fitted over the compression nut and the top of the valve spindle, a cotter is passed through and padlocked to prevent tampering by unauthorized person.
- Clearance between this cap, the valve spindle and cotter are such as to prevent the valve being held down externally.
- Easing gear is fitted so that in the event of an emergency the valve can be opened by hand to a full lift ¼ D to release the boiler pressure.
Valve Area: As = A × (1 + Ts / 555)
- As- Aggregate area through the seating of valve (mm2) for superheated steam.
- A-Aggregate area through the seating of valve (mm2) for saturated steam.
- Ts- Degree of superheated steam in oC.
15. Valve Area (As) greater than (A) due to specific volume of steam increases with increases of temperature at constant pressure and more escape area is required to avoid accumulation of pressure.
16. The area of valve chest must be at least (1/2) A.
17. The waste steam pipe and steam passage must be at least 1.1× A.
Manual Hand Trying of Boiler Safety Relief Valve:
To check the proper working condition of the boiler safety valve we carry out the “Hand trying out the Boiler Safety valve” at regular intervals. The safety valve is provided with the easing gear which manually lifts the safety valve and releases the excess pressure in the boiler. When the easing gear is pulled, the valve will be opened by hand to a full lift of ¼ D to release the boiler pressure. Before carrying out the process the boiler safety valve has to be drained.
Boiler Safety Valve Drain:
Draining of the boiler safety valve is necessary as to prevent any build-up of water in the pipe line causing head of water to form over the valve lid so increasing the blow off pressure. So at regular intervals the boiler safety valve should be drained.
- Drain pipe must be fitted to the lowest part of the valve chest on the discharge side of the valve.
- The pipe should be led clear of the boiler.
- The pipe must have no valve or cock fitted through its length.
- The open drain of the pipe should be regularly checked.
- If the pipe becomes chocked, there is possibility of overloading the valve due to hydraulic head, or damage due to water hammer.
- The waste steam pipe of the boiler safety valve should be well secured so that no load of the pipe is on the safety valve, which can be the cause of additional stress on the valve.
Pressure Setting of the Boiler Safety Valve:
If it is found that the boiler safety relief valve is not lifting at the designed lifting pressure, manual pressure setting of the boiler safety valve has to be done for the proper and safe operation of the boiler. The adjustment can be carried out on this type of valve to give the desired discharge and blow down characteristic.
- Safety valve pressure setting can be done from high to low pressure or vice versa.
- Take necessary personal safety precaution and arrange tools i.e. gagging tool and master gauges.
- Slowly raise the boiler pressure and blow off the safety valves manually few times for thermal expansion and to reduce the thermal stress on the valves.
- Then screw down all the safety valves higher than the setting pressure at which you are going to set.
- Raise the boiler steam pressure 2-3 % more than the designed pressure of the boiler, then stop firing and unscrew the first valve slowly, when it blows off at 2-3 % more than the designed pressure then note this opening and closing pressure of the valve and finally gag it.
- Raise the boiler pressure at the designed pressure of the boiler and unscrew the 2nd valve, when it blows off at designed pressure then note this opening pressure and check the closing pressure also. Recheck the setting pressure and gag the valve.
- Then set the superheater safety valve lower than the designed pressure of the boiler in same procedure.
- Finally take out the gagging tools. Pressure setting should be done in presence of surveyor.