Marine diesel engine crankcase inspections are carried out by the ship engineers at the end of each voyage. This is to ensure that the components contained within this area have not become worn or worked loose. This is very important if the engine has been running under abnormally heavy loads.
The purpose of this inspection is to ensure that none of the main components, fixing bolts, or piping has become loose during the previous voyage.
The following sections explain what the engineers carrying out the inspection are looking for, with the first section listing the safety precautions to be observed.
Safety Precautions - Before the Inspection
1. Isolate the main air starting supply to the engine and the air receiver’s main outlet valves. Then open the drains on the air start line.
2. Open the indicator cocks and engage the turning gear.
3. Phone the bridge/ duty officer informing him of impending crankcase inspection and request clearance to rotate propeller. The duty officer should then go aft and ensure that the propeller is not in contact with quayside and that there are no sagging ropes in the water near the vicinity of the propeller before giving permission.
4. Ensure engine has been turned for at least half an hour before stopping lube oil pump, leaving the piston cooling pump and jacket water circulating pumps running.
5. Open the switchboard breakers for the lube-oil pump, placing a danger notice on the breaker. “Do Not Start - Men at work.”
6. Open all crankcase access doors to ensure crankcase is well ventilated before entering.
7. Safety gear such as helmet, boots, and wetsuit should be worn with all pockets being emptied of contents.
8. Only intrinsically safe hand lamps and torches should be used inside the crankcase.
9. The turning gear control pendant should be taken into the crankcase with the engineer, not just as a safety measure, but in order to rotate the engine as the inspection is carried out.
Inspection Procedure
1. Check the oil condition for any smell, discoloration, or degradation.
2. Turn the engine to BDC and start checking under the piston rod stuffing box for any sign of black oil, an indication of stuffing box seals or scraper rings leaking from scavenger entablature.
3. Check the piston rod surface for scoring marks and roughness.
4. Check the piston palm bolts and locking device for slackness and fretting.
5. Check the crosshead guide and guide shoe bearing general condition and the area around the frame of guide attachment for any visible cracks.
6. Check that the guide shoe end cover bolts are secure.
7. Check cross head bearing general condition.
8. Evaluate top and bottom end of connecting rod bolt, nut, and locking device for slackness and signs of metal fatigue. (If time permits, the locking plates can be removed to allow a “hammer test” or insertion of feeler gauge)
9. Check web in the area of stress concentration and check tie bolt (bottom side).
10. Check area around main bearing and bearing keep for signs of cracks and particles of white metal, which can indicate possible bearing wiping.
11. Special attention should be paid to the main bearings where any appearance of white metal particles can indicate “spark erosion.” This is explained fully in the next section.
12. When checking hydraulically tensioned bolts, look for signs of shiny surfaces on bolt shanks or under nuts, which is indicative of loose bolting.
13. Check the surroundings of the oil pan area of all units for any sludge deposits, and again for pieces of bearing white metals.
14. Check crank case explosion relief door wire mesh (should be wet), spring tension, and sealing ring condition.
15. Ensure oil mist detector sampling pipe and glasses/reflectors are clean to allow clear passage of detecting light.
16. Clear all the foreign materials from the crankcase and make sure all tools used in the inspection are accounted for.
17. Remove the danger notices from the lube-oil pump, then start the pump and check for the oil flow and distribution in all units.
18. Check condition of the crankcase door seals then close and dog the crankcase doors.
19. Inform the chief engineer and duty deck officer that a satisfactory inspection of the crankcase has been completed.
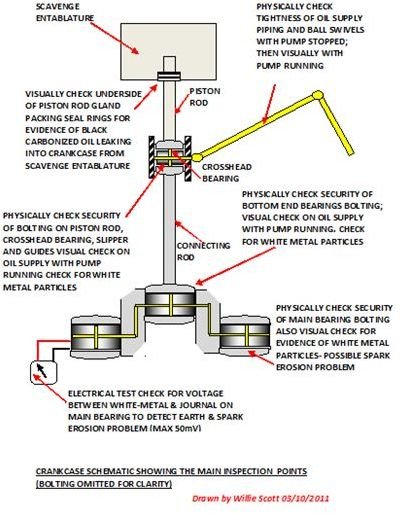
A drawing showing components to be checked follows; please click image to enlarge.
Spark Erosion Checks
Spark erosion is caused by voltage discharged between the main bearings and their respective journals. This voltage originates from the development of galvanic action between the ship’s steel hull and the propeller shaft, with the seawater acting as an electrolyte. This is then transferred to the main crankshaft where, due to dissimilar metals, erosion can occur between the white metaled main bearing and its journal. Spark erosion can only occur if the current is not grounded.
The checks consist of a visual check for white metal fragments around the main bearings and respective journals and checking for any electric current between the main bearing white metal and journal. This should be carried out using a micro-amp current meter or similar device for measuring small amperages and voltages. This should read no more than 50mV; any higher than this indicating that shaft grounding is not working.
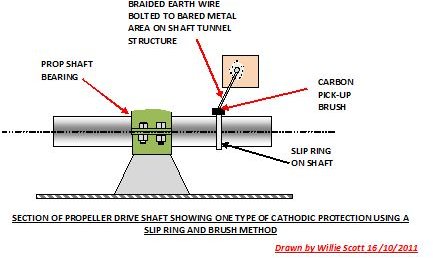
Grounding is carried out by fitting a cathodic protection system to the main propeller drive shaft, consisting of a set of slip rings on the shaft and carbon pick-up brushes. The brushes are wired and grounded to a good earth on the ships structure close by the slip rings. Both components should be checked regularly for wear; especially if a current is picked up between main bearings and journal during crankcase inspection. A drawing of one type of cathodic protection is shown below.
The oil film acts as a dielectric, so the puncture voltage in the bearing depends on the thickness of the oil film. Remember that as the oil temperature rises, its viscosity decreases, and similarly as the load increases, oil film thickness decreases. Therefore as well as adequate grounding, the temperature and pressure of the oil must be maintained to provide the dielectric effect.
In the early stages of spark erosion, slightly roughened pitted areas are acceptable. However, if this is allowed to continue, the roughness will escalate with the small erosions picking up the white metal, hence the silvery white appearance around the main bearing/journal.
References
- mandiesel: Shaft Earthing
- Author’s experience