The boiler is one of the items of equipment on a ship which continuously keeps on running during sailing and in port. As it is running continuously, it has to be cleaned and inspected to check the condition of all internal working parts at regular intervals.
Scope of Inspection:
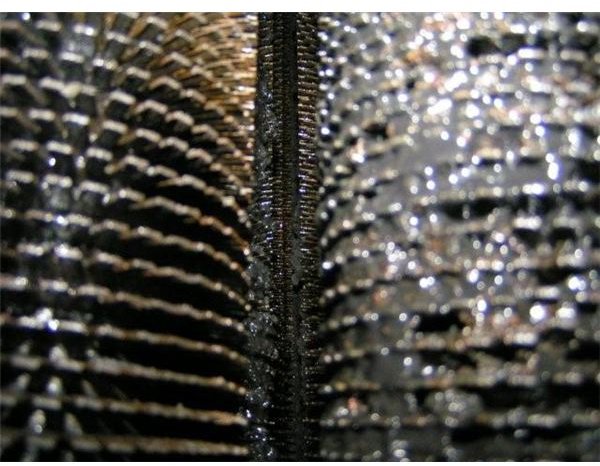
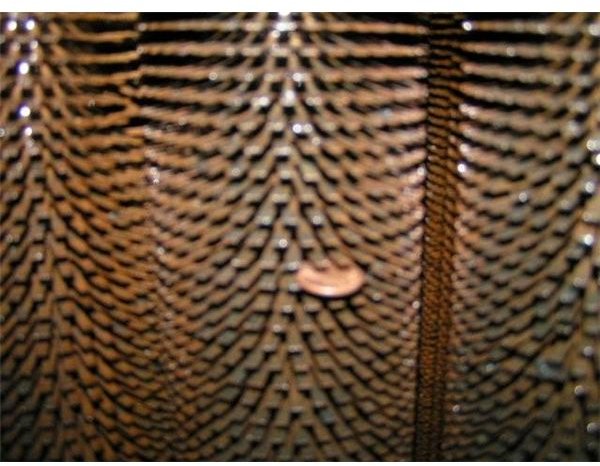
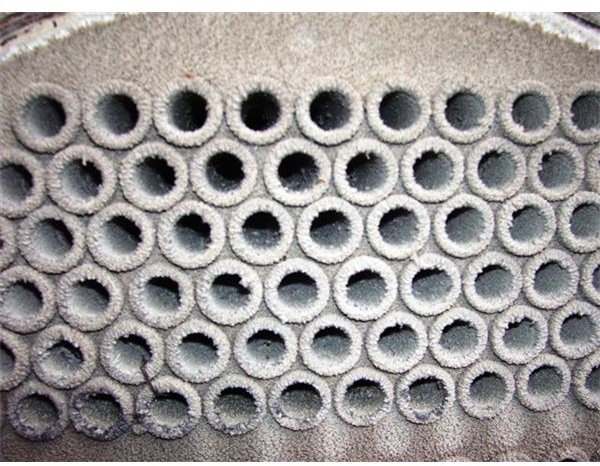
The scope of inspection is to clean the boiler’s internal surfaces and to check for corrosion and scale formation in the boiler. As the boiler normally runs continuously, there are few chances to open the boiler. Thus, during the inspection all the important checks will be carried out and it will be made sure that the boiler will safely work without any problems until the next inspection. Routine inspection is important because salt formation and scaling inside the boiler tubes will reduce the heat transfer rate and ultimately damage the tubes due to overheating.
- The inspection should include finding reasons for any abnormality found and should also ensure that any repair carried out does not affect that safe working order of the boiler.
- A complete inspection means full internal and external examination of all parts of the boiler and accessories such as super-heaters, air heaters, and all mountings.
- The examination may lead the inspector to require hydraulic testing of pressure parts or thickness gauging of plate or tubs that appear to be checked for good working condition.
The Inspection is not completed until the boiler has been examined under steam and the following items dealt with:
a) Pressure gauge checking against a test gauge.
b) Testing of water level indicators and protective devices.
c) Safety valves adjusted under steam to blow off at the required pressures.
d) The oil fuel burning system examined.
e) Testing of remote control gear for fuel shut off valves.
For a gas fired boiler, the chief engineer floats the safety valve at sea at the first opportunity. Survey record is not assigned until a statement is received from chief engineer about the pressure at which the safety valves were set.
Boiler Cleaning
Inspection Consists Of:
a) Examination of the items.
b) Statement whether a problem / defect exist.
c) Determining the cause of problem.
d) Define the repair and whether temporary / permanent.
The Main Benefits of Doing Inspection:
By doing the inspection, we are manually cleaning the boiler scales and chemical cleaning of the salt formation in the boiler parts and making the boiler safe for operation. It also helps in checking the redundancy of the stand-by boiler. During the inspection the newly signed in crew members and the ship’s engineer will also have a chance to see the internal parts of boiler.
- Boiler must be sufficiently cleaned and dried to make a thorough examination possible.
- Boiler should be manually wire-brushed to clean the internal surfaces.
- In case of difficulty in manual cleaning, chemical cleaning with hydrochloric acid plus inhibitor to prevent acid attacking the metal without affecting removal of deposits is the best procedure.
- For oil contamination, alkali boil-out using tri-sodium phosphate solution is essential prior to acid cleaning. Through water flushing must be carried out after acid cleaning to avoid acid concentration in crevices and captive spaces.
- All internals that may interfere with the inspection have to be removed.
- Wherever adequate visual examination is not possible, surveyor may have to resort to drilling, ultrasonic, or hydraulic testing.
- All manhole doors and other doors must be opened for reasonable time previous to survey for ventilation.
- If another boiler is under steam arrangement of locking bar and other security devices must be in position preventing the admission of steam or hot water to the boiler under survey. The smoke trunking, exhaust gas shut-off etc., must be in position and in proper working condition.
- Plant’s staff or repairer’s staff should stand by the manhole in case of emergency and to take note for defects/ repairs required.
Before survey, the surveyor should acquaint himself with the boiler type in question (drawings carried on board) and during the survey it is advisable to follow a planned routine in order not to miss parts of the boiler or important items.