“You see a component and you get it by pressing the ‘print’ button.” This is precisely what 3D printing is about.
Human beings first started printing back around 200 BC, but 3D printing technology, a relatively new way or replicating objects, started picking up only from about 2002. The process is also known by many different names. Rapid prototyping, desktop manufacturing, direct digital manufacturing, additive manufacturing, solid freeform fabrication (SFF), and on-demand manufacturing are some of the other terms used in the industry.
There are three important classes of technology by which a 3D object can be printed:
- Laser-beam based
- Electron-beam based
- Extrusion nozzle based
Before going to the details of each, let’s see how the overall process works.
How a 3D Printer Works
- A 3D CAD model of the component is created.
- The CAD model is saved in the .stl format.
- The .stl file of the CAD model is fed to the printer.
- The printer creates large numbers of 2D slices out of the 3D .stl file.
- The geometry data of each 2D slice are fed into the controller of the laser /electron beam/extrusion head.
- The head prints the layers after layers while the piston, which holds the “printing head,” gives controlled vertical movements. The combined movements of the head and the piston make 3D printing possible.
Laser Based
For this group, the laser is used for curing (or fusing) the material (either in resin form or in powder form). Obviously, the characteristics of the laser play an important role for achieving the material properties of the printed components.
Selective laser sintering (SLS), or selective laser melting (SLM), or direct metal laser sintering (DMLS) and stereolithography (SL) are two important technologies of this class.
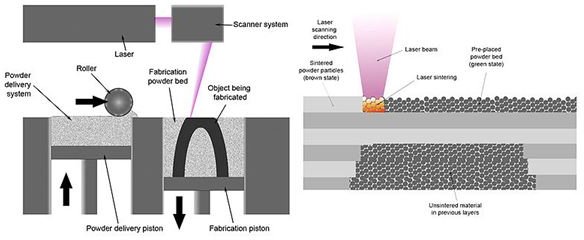
Selective laser sintering (SLS)
-
The powder delivery piston, the roller, and the blade ensure the delivery of material powders over the fabrication piston layer-wise. The thickness of each layer is around 20-100 micrometers. The layer thickness is maintained by the upward movements of the powder delivery piston and downward movements of the fabrication piston.
-
The movements of the laser beam can be controlled along the X and Y axis. The movements of the fabrication piston can be controlled vertically (or the Z axis). So the combinations of the movements of the laser heads and the fabrication piston enable replicating 3D objects.
-
The laser beam cures or fuses each layer from the powder according to the cross sections of the component created from the CAD file of the component. After printing a layer, the piston moves downward to accommodate powder for the next layer at the top.
-
This method can be used for the materials like aluminum, steel, nylon, alumide, alloys, composites, and greensand.
Image source: Wiki
Stereolithography
- The stereolithography apparatus has one chamber containing resins that are liquid, yet laser-curable. A piston is there (similar to SLS) at the bottom end of the resin chamber.
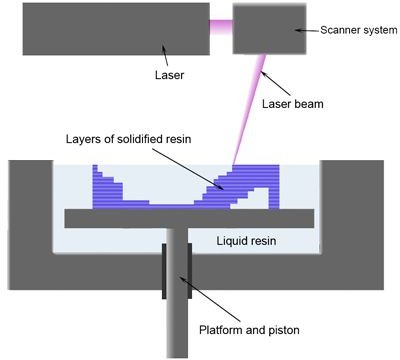
- The movements of the laser beam can be controlled along the X and Y axis. The movements of the fabrication piston can be controlled vertically (or the Z axis). So, again as with the SLS process, the combinations of the movements of the laser heads and the piston enable printing 3D objects.
- The laser beam cures each layer out of the resin according to the cross sections of the component created from the CAD file of the component. After printing a layer, the piston moves downward to accommodate resin for the next layer at the top.
- This method can be used for the materials like laser curable polymer resins .
Image source: Wiki
Electron Beam Based
Electron beam melting (EBM) is a technology of this class.
- EBM:
- The Electron beam is used for locally melting the metallic wire feed; the melted metallic wire is then deposited layer-wise for creating the 3D components.
- EBM works on vacuum (1 X 10 -4 torr or lower) and at higher temperatures compared to laser methods.
- Compared to laser technologies, EBM can produces much denser, smoother components, much like the components produced from conventional manufacturing methods.
- The bulk material deposition rate for EBM is typically 2500 cm3/hr.
- All metals, including titanium, can be used for printing by this method.
Extrusion Nozzle Based
- Technologies under this group are suitable for producing plastic or semi-solid kinds of materials.
- Typically a syringe or extrusion nozzle is used for printing the layers of the components.
- fab@home and RepRap are two quite popular open source 3D printing projects available under this category.
3D Printing with Aluminum
- Aluminum components can be printed either using SLS or EBM technology. In case of SLS technology, aluminum powder is used, whereas, for EBM technology, aluminum wire is used.
- The Sinterstation® Pro DM125/DM250 SLM System from 3D Systems is one of the available 3D printers for aluminum based on SLS technology.
- Arcam AB manufactures printers based on EBM technology.
- You can even print your custom-made aluminum parts from ShapeWays as well.
References
- Aircam AB (EBM technology)
- 3D Systems (Sinterstation)
- ShapeWays (Create your own model, upload it, and they print it)
- IIT - Non-conventional Machining (PDF)
- NASA - Electron Beam Freeform Fabrication for Cost Effective Near-Net Shape
Manufacturing (PDF)


