Drum level in a boiler indicates the level of water in the drum available for steam generation. Low drum level operation leads to availability loss of the boiler. Low-level trips in a boiler must always be responded to quickly and correctly.
The drum level in a boiler is maintained near the previously defined normal water level, which generally is below the geometric center of the drum. Maintaining a high drum level has its own problems like carryover of salt to superheaters etc., but low drum level operation has much more serious effect on the boiler tubes. Whenever this happens, the operator is warned by alarm to take corrective action. If this is not responded to and the drum level goes further down to a dangerously low level, the boiler trips on auto to protect the boiler. The specific causes for a drum level trip, the boiler response, and the immediate action of the boiler control room operator and the local operator are given in outline form below.
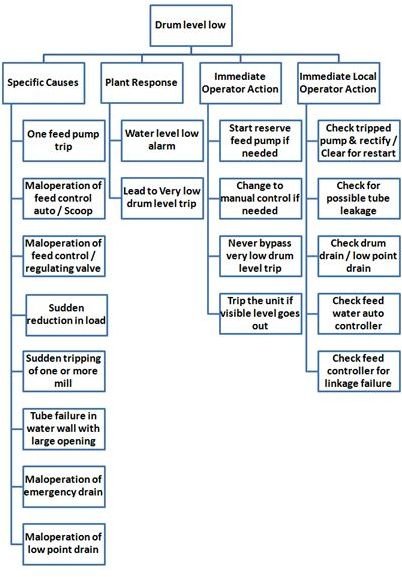
Specific causes
- One feed pump trips
- Mal-operation of feed control auto
- Mal-operation of feed pump scoop
- Mal-operation of feed control / regulating valve
- Sudden reduction in load
- Sudden tripping of one or more mills
- Tube failure in water wall with large opening
- Mal-operation of emergency drain valve
- Mal-operation of low point drain
Plant response
- Low drum level alarm
- Very low drum level trip
Immediate boiler desk operator action
- Start reserve feed pump if needed
- Change to manual feed water control if required
- Never by-pass the very low drum level trip
- Trip the unit if the visible level goes out even if auto did not act
Immediate local operator action
- Check the tripped pump, rectify cause and inform boiler desk operator that it is ready for restart
- Check for possible tube leak in furnace first and other areas if needed
- Check drum drain and low point drain for possible opening
- Check the feed water auto controller in local and inform condition, also arrange for rectification
- Check feed controller for any link failure
The effect of very low drum level operation is very severe that it can cause the water wall tubes to get overheated; it can cause snaking of water wall tubes leading to lot of projection in and out of furnace. It can cause instant short term fish mouth tube failures in water wall. This kind of failure has led to furnace explosion under certain specific conditions and based on the location of the failure. If the failure of the tube is in such a location in furnace that the steam coming out of the tube mixes with the coal particles to form producer gas, then an explosive mixture forms and the boiler furnace explodes. The overheating is seen to happen in many water wall tubes rather than a single tube as experienced in many cases.
Rectification of the furnace wall becomes more difficult and time consuming as it requires extensive checking both by an NDT (non-destructive testing) method as well as a sampling method. Leaving tubes that have snaked may not lead to any adverse effect in performance of the boiler except in certain specific locations, like near the burner where fuel impingement can occur and cause fuel ash erosion.
The reason for such major failure of water wall tubes when the drum level goes to lower than the very low limit is due to the fact that the steam in the drum gets entrained in the down comers of the circulation system, and this upsets the whole natural circulation in the boiler. When the circulation in furnace tubes is upset, the cooling of tubes does not take place effectively, which leads to failure of tubes due to short term overheating.


