Depending on the quality of the coal, sometimes the smooth flow to the coal mill can be disrupted. The mill will then trip on flow protection, upsetting boiler parameters and demanding immediate operator corrective action.
Bowl mills are used for pulverizing coal in pulverized coal fired boilers. The coal to the mill is fed by a coal feeder from the coal bunker. There are many type of feeders used for coal feeding like the belt feeder which can be in volumetric or gravimetric mode, the chain link feeder, the drag feeder, etc. Row coal from the yard is sized in crushers and stored in coal bunkers. It is sometimes experienced, depending upon coal quality, that the smooth flow to the coal mill can get disrupted. The mill will trip on no coal flow protection, and such a mill trip can upset boiler parameters and require corrective action.
For taking corrective action during a coal hang-up in bowl mills, the operator will have to know the reason for such a hang up, how the plant will respond, what he has to respond to, and what the local operator will have to do. This will reduce the chance of mill trip and bring the boiler back to normal condition as early as possible.
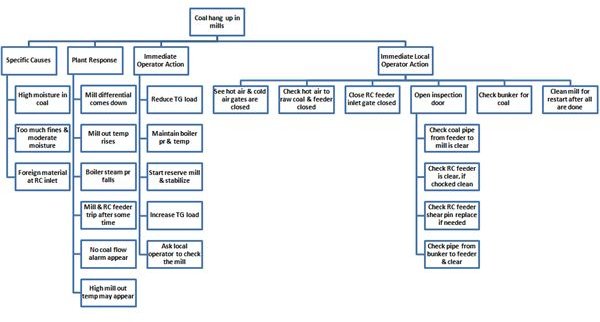
Specific causes
The reasons for coal hang-up to mills can be many, like large raw coal size, jamming of the feeder, jamming of the coal chute from the bunker due to high moisture in the coal, foreign material at raw coal inlet to feeder, etc.
Plant responses
The boiler fuel input coming down due to coal flow hang-up the mill slowly gets unloaded. This can be inferred from the response of the boiler.
- Mill differential pressure comes down
- Mill outlet temperature will rise
- Boiler steam pressure will start falling
- No coal flow alarm will appear
- Coal feeder and mill will trip after some time
- Mill outlet temperature high alarm will appear
Operator responses
On seeing the changes in the operating parameters of the mill the operator will have to take corrective action.
- Reduce the load on the boiler and inform the steam consumer accordingly
- Maintain boiler pressure and temperature of steam
- Start reserve mill and stabilize, if reserve mill is on maintenance, then ask local operator for the reason for hang-up and his action plan
- Keep steam consumers informed of your action
- Once coal flow is restored through the reserve mill or the same mill, steam consumer can be asked to increase load
Local operator responses
In this case the local operator will have to play a major role in helping the control room boiler operator by performing the following checks and deciding further course of action.
- Check whether the hot air and cold air gates are closed, if not then close both
- Check hot air to raw coal and feeder is closed, if not close this
- Close the raw coal feeder inlet gate if not already closed
- After making sure all the above are closed, open the inspection door of the mill
- Check if the coal pipe from feeder to mill is clear and make sure they are made clear
- Check raw coal feeder and if chocked then get it cleaned
- Check the raw coal feeder shear pin and replace if needed
- Now operate on no load and check for smooth running
- Check the coal chute from bunker to feeder is clear, that is from the closed feeder inlet gate onwards
- Check the bunker for coal, if empty organize for filling immediately
- If mill has any remnant materials then clean the mill and restart the mill and check for smooth operation
- Now clear the mill for resuming operation


