Boiler tube failures are inevitable. There are twenty-two primary reasons for tube failures in a boiler. Knowledge and good operating and maintenance practice reduce tube failures. Reducing tube failure in boilers increases the availability of boiler.
Whatever the type of fuel being fired, all high pressure boilers are bound to have a tube failure during the course of their working life. Did you know that a single tube failure in a 500 MW boiler requiring four days of repair work can result in a loss of more than $1,000,000 apart from the generation loss?
There are six major groups into which all tube failures can be classified. These six groups can be further divided in to a total of twenty-two primary types. All high pressure boilers commissioned and put into operation go through a stabilization period, during which some teething problems occur, including a few tube failures.
Classification of tube failures
Tube failures are classified as in-service failures in boilers. These failures can be grouped under six major causes:
- Stress rupture
- Fatigue
- Water side corrosion
- Erosion
- Fire side corrosion (Called also as High temperature Corrosion)
- Lack of quality control.
These lead to twenty-two primary causes that can cause a tube failure in a high pressure boiler:
- Short term overheating failure
- Long term overheating failure (called also as creep failures)
- Dissimilar metal weld failure
- Fatigue caused by vibration
- Thermal fatigue due to temperature fluctuation
- Corrosion fatigue failures
- Caustic corrosion inside the tube
- Hydrogen damage in water wall internal surface
- Tube internal pitting
- Fly ash erosion
- Falling slag erosion
- Soot blower erosion
- Coal particle erosion
- Low temperature flue gas corrosion
- Fire side waterwall corrosion
- Coal ash corrosion
- Oil ash corrosion
- Damage during maintenance cleaning
- Chemical excursion damage
- Material defect and weld defects
Tube failure during stabilization period
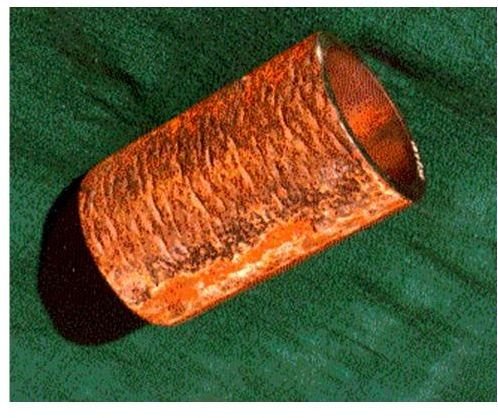
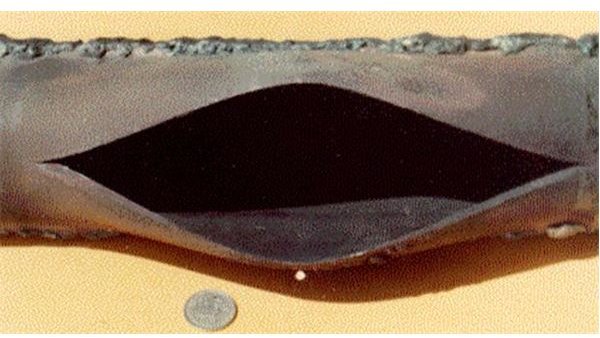
The tube failures in a boiler during initial phase of operation are different from the types that occur after prolonged operation. During the initial period of operation of boiler the type of tube failures seen are short term overheating, weld failures, material defects, chemical excursion failure, and sometimes fatigue failures. The short term overheating failure is mainly due to blockage in the fluid path by some foreign material which gets into the tube surface during fabrication or during erection of the unit. The blockage can also happen when debris after acid cleaning of the boiler is not removed completely. This failure can be visually identified by it characteristic appearance of a fish-mouth-like opening and so is also called as fish mouth failure.
Tube failure during normal operation period
Any of these twenty-two mechanisms can be the cause of a tube failure during normal operation. However, a few like water side corrosion, caustic corrosion, hydrogen damage in the water wall, soot blower erosion, damage during maintenance cleaning, and tube internal pitting can be totally eliminated in a boiler if good operating and maintenance practices as told by the boiler designers are followed. The failures due to long term overheating, fatigue, fly ash erosion, fire side corrosion, falling slag damage, etc can still happen in a boiler due to fuel quality variation, operating temperature, startup and shutdown rate, etc. Hence it is not fully possible to avoid tube failures in a high pressure boiler, but the number of them can be minimized by analyzing all failures and taking corrective and preventive action.
Tube failure in high pressure boilers follow a normal bath tub curve, with higher rate during initial operation period, stabilizing to a lower rate during the normal operating period and again increasing as the boilers age and cross ten to fifteen years of operation. During this period the boiler pressure parts are evaluated for their remaining life and corrective action taken. A few photos of tube failure are shown below.
Short term over heating, Long term over heating & Thermal Fatigue failure