Selective heat treatment by induction heating may prevent the compromises in mechanical properties that are linked with furnace processes. Metal parts often need restricted heat treatment, for which selective high frequency induction heating for softening is desirable.
Purpose of Heat Treatment
Heat treatment is essentially the heating and subsequent cooling of metals performed in a controlled way in order to change the physical and mechanical characteristics without alteration of the shape. High frequency heat treatment is normally linked with the increase in material strength. However, it is also used to improve some manufacturing characteristics like ductility, machining, and formability. Thus, it is a useful process in manufacture that assists other process and also increases the performance of the product by an increase in the strength. Steels are especially appropriate for heat treatment as they react suitably to this process. The industrial utility of steels is much more than any other material. Heat treatment changes the material characteristics, in addition to softening, hardening, and increasing the service life.
Induction Hardening
It is a hardening process where no distortion occurs, and component areas can be hardened selectively according to the requirement.
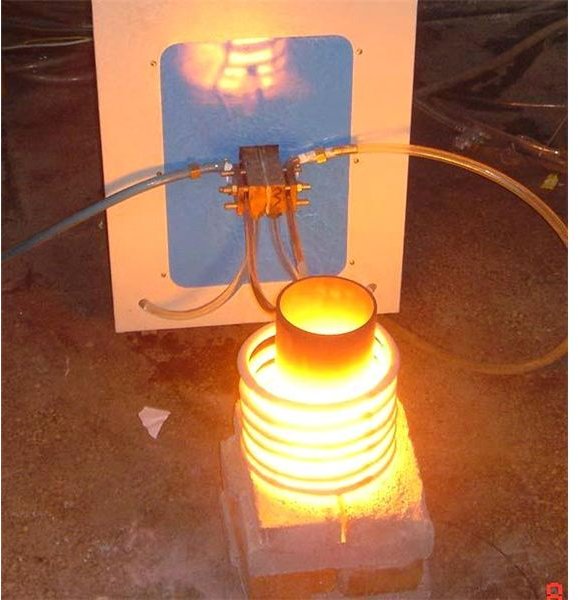
The depth of hardening can be varied, and consistent hardening is achieved. The main advantage of induction heating is that the duration of the process is extremely short due to rapid generation of heat. Components are placed within an electrical coil through which alternating currents is passed. The parts are energized and heated. The heating rate and depth is controlled by changing frequency and amperes. High frequency induction heating involves heating at a high frequency in order to obtain recommended mechanical properties.
General Processes Of Selective Hardening
Flame Hardening: In this process, a high concentration oxy-acetylene flame is directed on the selective area. The temperature is increased adequately in the range of Austenite transformation. The correct temperature is established based on component color. The heat transfer is controlled due to which the core does not reach a higher temperature. Quenching of the heated region is executed to obtain the recommended hardness. Tempering is followed to minimize brittleness. The hardening depth is improved by an increase in the heating time.
Laser Beam Hardening: Laser beam hardening is an alternative type of flame hardening. A coating of phosphate is used to assist i
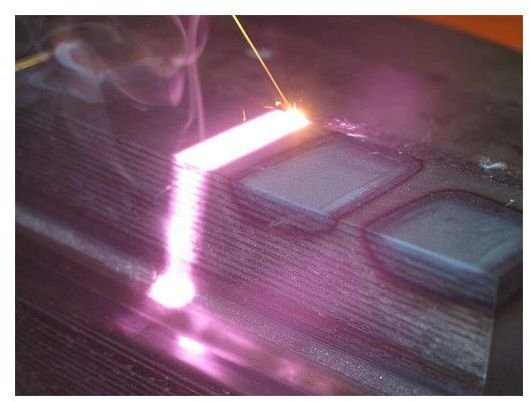
n the laser energy absorption. Laser energy is applied on selected regions. Thus, selected regions are heated. By changing the laser power, heat absorption depth is controlled. The components are quenched, and then tempered. The process is accurate for the application of selective heat to the regions that require being heat treated. This process creates slight distortion.
Electron Beam Hardening: This process is analogous to hardening by laser beam. The source of heat consists of electrons with a high energy. Their intensity is controlled by the use of electromagnetic coils. The process can be automatic and has to be executed in a vacuum environment as the electron beam dissipates readily in air. The surface is hardened precisely in location and depth.
Softening: Softening is executed for reduction in hardness, removal of residual stresses, improvement in toughness, restoration of ductility, and refinement of the grain size. The component electromagnetic properties are changed by softening. The removal of residual stresses is essential and involves cold working.
Types of Induction Hardening
There are essentially two types of induction hardening, including static hardening or single shot, and traverse hardening. In the former process, the parts are enclosed in the coil and may be rotated or held static. The hardening is accomplished all along the surface, and the process is rapid. The cooling is achieved simultaneously for the complete object. This process requires high power for the coil. The other kind of induction hardening is traverse hardening that is normally used for elongated parts like automotive steering columns, and axle shafts. The induction is achieved by an inductor that moves along the component length. Variable hardening can be obtained by changing the traverse speed.
Image Credits
Image Credits
References
- Wikipedia - Induction Hardening
- World Academy of Science, Engineering and Technology - Work Coil Design used in Induction Hardening Machine (PDF), Han Phyo Wai, Soe Sandar Aung, Jr., and Thidar Win
- Advanced Materials Research (Volumes 15 - 17), Modeling and Sensitivity Study of the Induction Hardening Process (Abstract), N. Barka, Philippe Bocher, J. Brousseau, M. Galopin, S. Sundararajan


