Some critical points are highlighted about what causes corrosion with the appropriate reasons for it. The implications of corrosion and how to tackle it are explained.
Types of Corrosion and its Prevention
There are different types of corrosion. Appropriate reasons are described. Corrosion is a natural phenomenon. Eminent scientists, engineers, and researchers have been successful over the years in overcoming this menacing problem. Nevertheless, periodical assessments are done to achieve the current level of protection.
Galvanic Corrosion
Gradual decay of metal by electrochemical process or by chemical is corrosion. Galvanic corrosion is a generic form. An anode, cathode and an electrolyte are necessary to form galvanic corrosion. This combination is known as a galvanic cell. It is formed when two dissimilar metals are electrically connected by an aqueous solution that causes electron transfer.
Chemical reduction forms when the current enters the electrode from the electrolyte. Electrical potential difference occurs when anode and cathode are separated in a conductive electrolyte. The charged cat-ions flow from anode to cathode via a conductive electrolyte. An electrical circuit is formed by this action, and corrosion occurs at the anode. The cathode may corrode to a lesser extent.
Oxidation happens when anode loses electrons, which causes a positively charged metal surface. Cat-ions attract negative anions in electrolyte forming a new compound. It loses its former metal properties forming rust or iron oxide. Reduction refers to the gain of electrons at the cathode. Thus the cathode retains its metallic properties. The occurrence and magnitude of corrosion depends on the potential difference between anode and cathode.
Metals of highest potentials generally appear at the anodic end of the galvanic series and those with lowest potentials are at the cathodic end of the galvanic series. As a general rule, metals at the farther end of the galvanic series are more susceptible to corrosion when put together in a solution.
Galvanic corrosion is invariably due to an electrochemical process wherein incompatible metals are connected to an electrical field through an electrolyte. Non-compatible metals – examples are aluminum and copper and aluminum and iron. Aluminum has a high affinity with oxygen. It instantly forms a tough oxide film which retards further oxidation.
Aluminum and steel components are protected by powder coating. They come with attractive colors and a thick coating gives long lasting protection from corrosion. If the coating is scratched, corrosion starts gradually peeling the coating.
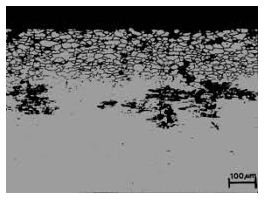
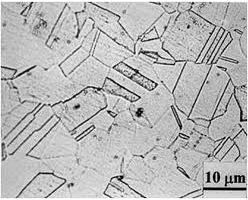
Intergranular Corrosion
Oxides at grain boundaries have high electrical resistance. Mechanical properties are also affected. The yield strength declines. Cold working suffers damage.
Microstructure study reveals spread and agglomerated distribution of unwanted oxides. Aluminum oxides always settle at grain boundary which is unavoidable. Aircrafts use aluminum alloys. Treating the molten alloys or pure aluminum with rare earth elements contains the oxides inside the grain boundaries. It makes the metal stronger and electrically efficient. Fatigue failures are avoided by containing oxides inside the grain boundaries.
Uniform Corrosion
All types of corrosion are generally correlated though they may take different forms. Corrosion may spread over uniformly or concentrated at a localized area.
This is distinguished by uniformity of corrosion distribution caused by movement of anodic and cathodic areas of the metallic surfaces. This tendency is more precarious than a failure case. The uniform spread of corrosion is usually seen at the base of railway track is a classic example. The track is of I section and it is mechanically strong. Failures do not happen at the base since it is always under compressive loads. It makes no difference whether it is electric engine or diesel engine. Fatigue failure happens only at the joint interface under tensile stress.
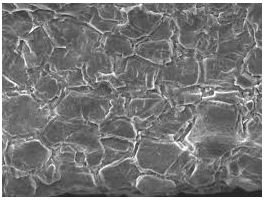
Localized Corrosion
Localized corrosion creates tiny holes or pits in the metal surface. It is most dangerous like small pox. These pits are known as pitting effect. These are not readily visible. They may be concealed by corrosion debris. The dangerous subsurface damage gives rise to fatigue cracks if the metal is under tensile stress. Fortunately, pitting on the railway track is not serious problem because the high compressive rolling force does not allow pits to happen. This action is like shot blasting effect. The track faces are always shiny when there is constant traffic.
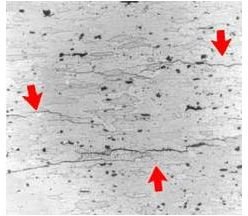
Stress Corrosion
Combinations of corrosive conditions under the application of tensile stress which have lower yield strength are prime reasons for failure. It is a time-based failure tendency.
Hydrogen Embrittlement
Whenever hydrogen gas is absorbed by metals at lower temperatures, the metals are susceptible to brittleness.
Passivation
Electroplated steel parts with zinc plating are passivated to prevent corrosion. After zinc plating is done with a zinc coat thickness of few microns, the component is dipped into chromic acid solution for a few seconds. It is rinsed in water and dried immediately to remove water traces. The surface attains a bright golden yellow color finish which lasts in long use. Hot drying is done with temperature controlled electrically heated air blower.
Please note that hot air temperature should not exceed 600C. If done at higher temperature, the attractive surface finish loses its luster and eventually becomes pretty dull. This is because the required bright finish which is a zinc chromate surface becomes zinc chromite. Zinc chromite and zinc chromate can be easily detected by X ray Diffraction analysis. Zinc chromite surface fades fast and becomes patchy with rust formation.
Anodizing
Aluminum has natural surface oxide protection. Increasing this oxide layer is known as anodizing. In anodizing, aluminum parts are connected to an electrode and the electrolyte is sulphuric acid. This gives higher corrosion and wear resistance. It has a crystalline structure surface and its thermal conductivity is less than aluminum. If the anodized parts are subjected to temperatures beyond 700C the surface layer will crack due to thermal stress. The thick anodized aluminum oxide layer with powder coating provides electrical protection against lighting- particularly for airplanes.
Powder Coating
Cleaned metal parts free from oil and grease are passivated with chromates or phosphates and powder coated with color powder with an electrostatic gun. Passivating improves bonding. Powder coating comes in different attractive colors, and it has a lasting aesthetic appeal.
Images

Related Links
www.corrosion.com/…corrosion/corrosion_intergranular.htm
www.Corrosion-doctors.org/Definations /galvanic-series.htm
Google Images


