The manufacturing of stainless steel forgings allows many components to be produced for use in various industries. There are numerous types of forging techniques, the two most popular being Open Die Forging and Press Forging, both of which are hot worked producing strong, stress-free components.
Introduction to Manufacture of Stainless Steel Forgings.
Stainless steels have been around from the beginning of the last century when it was reported in the New York Times of 1915 that an alloy had been discovered in Sheffield, England that would be suitable for cutlery, as it would not rust.
Thus began the long development of stainless steel, in rolled form, leading to today’s modern grades to suit all engineering applications.
As well as rolled stainless plate, stainless steel forgings have been developing.
These are used in most branches of engineering: oil and gas, automotive and general engineering components. This is an article about stainless steel forgings, how they are manufactured and machined, and the various industries which use forged components. We begin with a look at current applications of stainless steel forgings.
Applications of Stainless Steel Forgings
1. Oil and Gas Industry
In the oil and gas industry, stainless steel forgings comprise o pipe fittings such as flanges, o-lets reducers and T pieces, as well as pump casings and impellors.
2. Auto Industry
The auto industry uses stainless steel forgings for crankshafts, various pulleys, various gear wheels, pumps, radiators, exhaust components, and coolers.
3. Aircraft Industry
Because of the strength/weight ratio, airframe members are forged from stainless steel alloy. Many fasteners such as screws are also made from stainless steel grades.
4. General Industry
Chemical Plants – same as the oil and gas industry components
5. Food Handling and Storage
Various oven/stove components such as doors and gas hobs, also hot water spray heads, cutlery and cooking utensils such as pots and pans.
Stainless Steel Manufacturing Techniques
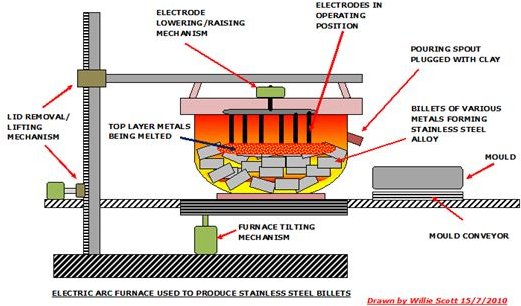
The process consists of melting together the different metal alloys which form the particular grade of stainless steel. This is carried out in an electric arc furnace where the raw materials such as iron-ore billet, chromium, nickel, and magnesium are added.
These are loaded into the furnace, the lid closed and electrodes lowered to just touching the top layer of metals. The electric power is applied and as the metals melt, the electrodes are lowered. We had one of these electric arc furnaces in an aluminum smelter I worked in, and it frightened the life out of me when pouring as sparks/bits of molten metal were sprayed over the nearby area, and the electric breaker used to drop out periodically with more sparks flying. I let the electrician deal with this breaker as it was pretty high voltage stuff, not for playing about with by a mere mechanical engineer!
I am sure these furnaces have changed by now, but I have inserted a wee drawing of one, as I remember it, (35 years ago) for info in the image section.
The operation usually takes an eight hour shift; depending of course, on the amount of required grade of stainless steel.
Once completed the molten metal is poured into square or rectangular molds known as slabs or billets.
Once set and cooled the billets are tipped out and stacked ready for onward dispatch to the various manufacturer of stainless steel components, in our case to a forging facility.
Forging of Stainless Steel Components
Stainless steel forging is carried out by heating the metal to a predetermined temperature, and forming it into the required shape by a mechanical hammer or hydraulic press.
This can make the following alterations to the component being forged;
Drawing out the Metal
1. Increase in length accompanied by a decrease in cross section area (CSA)
Upsetting the Metal
2. Decrease in length accompanied by an increase in CSA
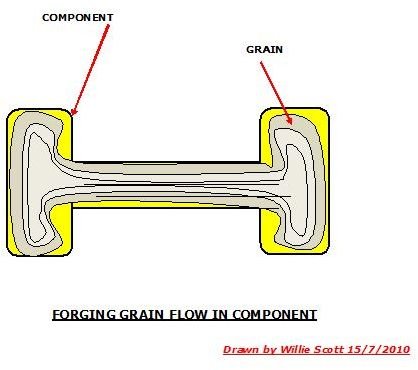
During this process, the compressive forces cause the grain structure to become refined which in turn increases the physical properties of the stainless steel.
The grain flow is the direction of the crystals, and they can be positioned through careful temperature control (above that of re-crystallization temperature) to follow the line of the main stresses in the component.
This gives the component better physical properties of strength and toughness, mandatory properties required for mechanical components.
The forgings have therefore much better properties than the base metal whose crystals have been randomly orientated during smelting and casting, processing.
The other properties improved through forging the stainless steel are improved machinability, as there are no air / blow holes or other defects in the forgings due to the hammering and pressing processes.
This enables the finished forged stainless steel component to be easily painted, sprayed or coated as required.
Stainless Steel Forging Techniques
There are numerous types of forging available to form stainless steel components; we shall examine two of the more popular ones below.
1. Press Forging
This method employs a press, usually hydraulically operated, which squeezes the hot metal into a die.
This method is used mostly for large castings of around 250lb weight and length of10feet. The force from the press is transferred uniformly to the component eliminating stresses, a requirement of the larger, heavier forged components.
To ensure extraction from the die generous radii are left at corners and any undercuts avoided, a lubricant is also used in this process.
2. Open Die Forging
This method evolved from the village local smithy, now all but sadly gone, although we used to have a farrier who would knock up a special component, such as old gate hinges or various odd shaped brackets for old motor bikes I was working on at the time.
Anyway, the principle of open die forging consists of the hot metal being located on a stationary horizontal die, the upper die being connected to a drop hammer, usually operated by air. The hammer speed used to be controlled by an operator; but nowadays modern machines are automatic, with the hammer in contact with the component for milliseconds.
However, the operator still manipulates the component in the dies, and a further process known a blocker forging may be required. This is just a refinement of the drop hammer, using another set of dies, and gives a better, more accurate finished product.
This method ensures even distribution of the metal grains, giving a stress-free, strong component that is easily machined and coated, being suitable for many sizes and weights of component.
Images
Internet Sites Visited
https://www.madehow.com/Volume-1/Stainless-Steel.html
https://www.efunda.com/processes/metal_processing/forging.cfm


