The Stress Relaxation test on rubber products determines several years of life time endurance. Test buttons are made from rubber products. Samples preparation must be done with extreme care. Tests are as per EN 681 Standards.
Introduction
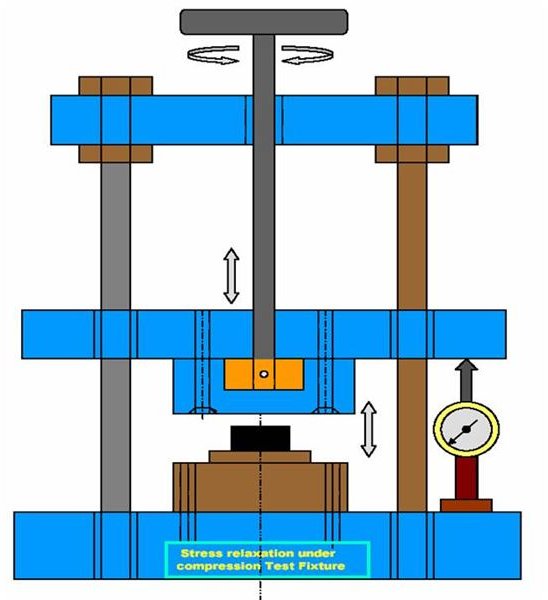
The strain in the rubber test button is not constant when a compressive force is applied on it and held for a certain time. This phenomenon is known as stress relaxation.
The coefficient of stress relaxation is computed from cumulative stress relaxation values. The acceptance value of relaxation coefficient must be minimum 0.98. Please refer to the Excel chart below. It depicts days versus stress relaxation. Stress relaxation tests as per EN 681 specification determine the rubber endurance properties. Cylindrical test buttons are prepared from rubber products as per ASTM test standards. The standard button size is 12mm diameter, and 6.3 mm thickness with usual tolerances.
There are three factors affecting stress relaxation, namely
- Physical relaxation
- Thermal degradation
- Oxidative degradation
Physical relaxation happens in the beginning after deformation. Increased movements of the molecular chains at increased temperature cause chain scission. This is thermal degradation. Oxidation caused by chain scission is oxidative degradation. All these three processes cause a reduction in the counter force in relaxation tests. The cross linking continues in a rubber material subject to curing and state of cure.
When doing continuous stress relaxation tests, new cross links formed do not cause any new stress. Nevertheless the cross linking will show if testing intermittent stress relaxation. The cross linking will also clearly show when doing compression set tests, as the new cross links formed in the deformed state will restrain the rubber from recovering. Maintain a constant temperature within ±0.25 °C during the test. The different thermal expansion of rubber and steel causes errors in the test results. The rubber expands about 20 times more than steel when the room temperature increases.
Reference: Test Reports of Elastocon research and development work.
There is not the slightest doubt on the extensive tests done during the development activity. Elastocon Test systems have improved. These are sophisticated expensive test systems intended for research and development work.
Tech Snags As Per My Observation
The test sample preparation method isn’t perfect and has the following shortcomings:
Rubber is extremely sensitive to temperature changes and rate of cooling.
The described “Slicer” is a rotary saw teeth disc rotating at high speed. The slicing friction was high which caused intense localized heat. This will certainly change the surface properties of the test specimen.
Rubber does not dissipate heat rapidly in spite of coolant jet directed at the progressive cutting action. The tool steel disk cools faster than the rubber.
A fast cutting rate will drag rubber along the direction of cut, and this changes the cut edge geometrical plane. The result is a non-parallel plane.
The inevitable property changes will certainly cause unpredictable variations in the test results. The Test Standards do not allow this to happen.
The former method of submitting molded test buttons and molded sheets representing each batch of production is since long an obsolete method. Test specimens made by this method will negate the purpose of high precision test equipment. A practical study was made by me on the rotary saw teeth disk slicer.
Sample Preparation
Standard test buttons shall be made from a strip of 6.3 mm thickness slit off from the gasket. Tensile tests also shall be done on strips of appropriate thickness slit off from the gaskets. Molded test buttons are not acceptable from manufacturers of gaskets as per prevailing World Quality Standards. Such samples should be produced along with relevant manufactured gaskets. The strip slitting blade has hardened twin cutting edges. The blade is made in Germany and is readily available.
A hollow drill is used for making standard compression test buttons. This is a medium carbon steel thin-walled tube with one end taper ground 13 degrees and flame hardened at the cutting edge. The bore diameter is the test button diameter with tolerance on the mean level. Gasket test sample of wall thickness of 6.3 mm (mean tolerance level) is snap fit mounted on a steel adaptor. Clearance grooves on the adaptor bore ensure that the blade does not contact steel. Use the hollow drill only for making cylindrical test buttons for compression set test, and also for stress relaxation regression analysis,
Do not apply force while drilling out the buttons. Place the rubber strip on cardboard. Cut the full ring and use the strip for buttons, while straight strips may be used for tensile tests by punching out test specimens in the dumbbell fixture. Please do not punch out test buttons, as the buttons will bulge. Two blades in tandem set 16 to 18 mm apart on the tool post will result in one clean cut full ring, separated from the gasket. The cutting action takes less than ten seconds, does not generate heat, and the cut edges are straight, leaving no tear marks or tool marks. No coolant is required, and the cutting force is negligible even when thick gaskets are sliced through!
Images of Stress relaxation unit and Sample preparation tools
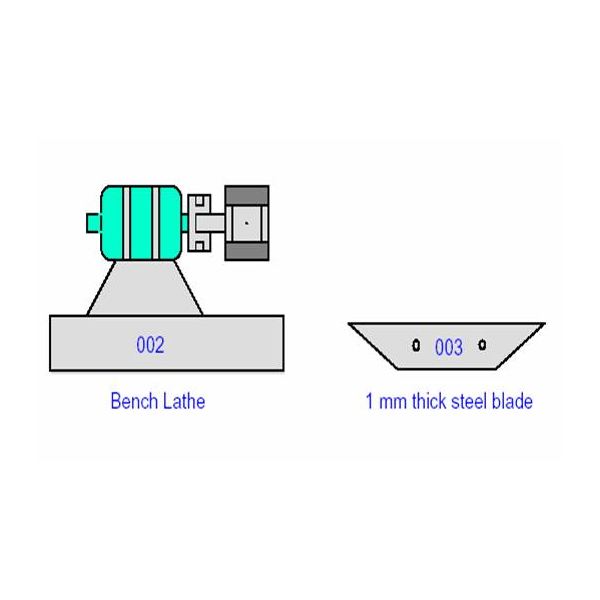
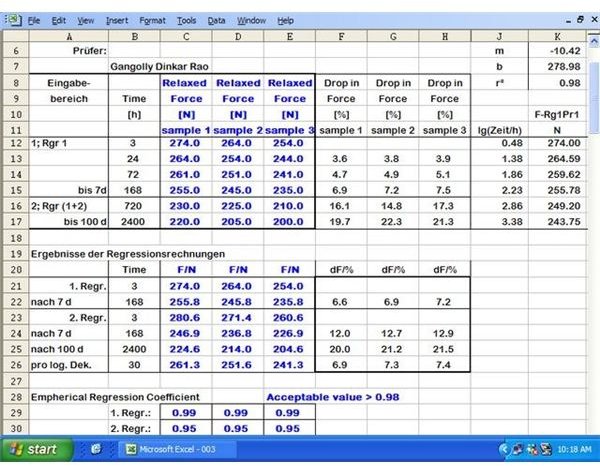
Image Reference


