
This article explains the design, construction and operation of the twin shaft paddle mixer (also referred to as the Forberg mixer). The batch, continuous and rotating type twin shaft paddle mixers are discussed.The article elaborates the advantages of this mixer and lists it applications.
Construction & Operation
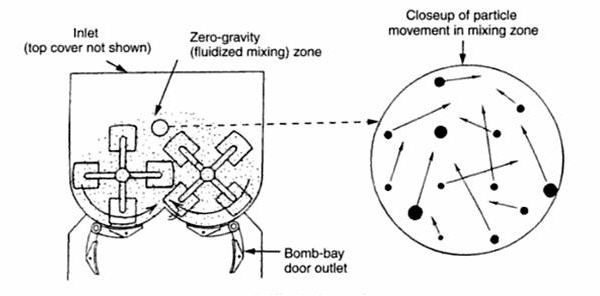
The twin shaft paddle mixer consists of paddles mounted on twin shafts in a ‘W’ shaped trough. The specific speed of the shafts combined with the overlapping motion and paddle design facilitates rapid fluidization and ensures excellent transport of particles. This type of mixer was patented by the Norwegian inventor Halvor Forberg and is also popularly known as the Forberg fluidized zone mixer (see figure 1).
The normal working volume in this type of mixer is about 25% of the total volume of the trough. If the normal working volume is rated as 100% working capacity, then the range of operation of the mixer is from 40% to 140% of the rated capacity. The material to be mixed is charged from the top of the trough. Liquid spraying arrangement if required can be provided. The normal filling level is slightly above the shafts. Thus, there is surplus space in the mixer trough to provide air around the particles so that they can move freely. The twin shaft, counter-rotating paddles lift the particles in the centre of the mixer trough, in the fluidized zone, where mixing takes place in a weightless state. This results in random movement of particles in all directions (see figure 2). Mixing homogeneity of 98 – 99 % can be achieved using twin shaft paddle mixer.
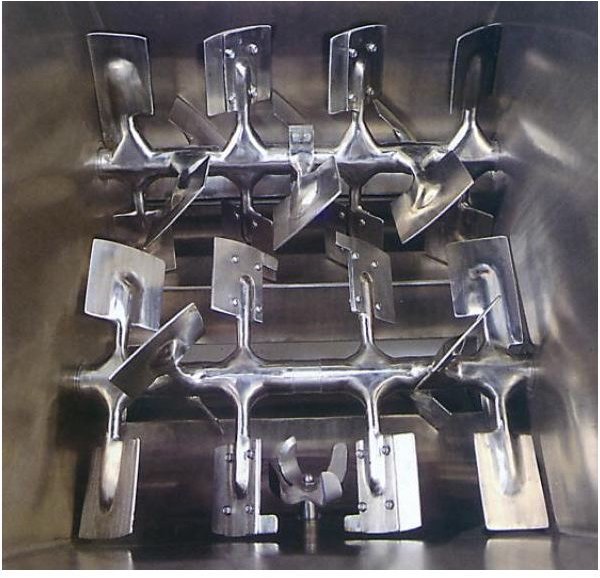
The peripheral speed of the paddles is approximately 100 metres per minute. The twin shaft paddle mixers are popular because of their fast mixing times (about 1 minute) and gentle operation. These mixers can be built in batch capacities of upto 50 cubic metres. The mixer can be equipped with pin-mills above the paddles in order to break-down any lumps in the feed material. High speed choppers can also be provided in the mixer for de-agglomeration of any lumps formed. The internals of a twin shaft paddle mixer along with the optional chopper is shown in figure 3.
Discharge of the material is through the two large doors located at the bottom of the vessel. Choice of discharge valves including half bomb bay doors, spherical disc valves are available.
The twin shaft paddle mixers can also be adapted for continuous mixing operation. The throughput from a continuous mixer is high since the average retention time is approximately 1 minute. In a continuous mixer, accurate feeding of the ingredients is essential to obtain a consistent mixing homogeneity. Continuous mixers are suitable for mixing a limited number of components with similar properties. Liquids can be sprayed if required.
Rotating twin shaft paddle mixers are the most recent development. In this design the charge is loaded with the mixer nozzle in the top position. After mixing operation is completed, the trough is rotated by 180 degrees and the material is discharged through the same nozzle that was used for filling. After discharge is complete, it is rotated back for loading a fresh charge. This type of mixer is designed for the feed, food, chemical and pharmaceutical industries where airtight processes are essential and cleaning is critical. With this design it is also possible to mix under vacuum, or under an inert atmosphere to avoid oxidation of highly sensitive products. Application of steam or liquid nitrogen for sterilization or coating are the available options.
Advantages of the Twin Shaft Paddle Mixer
The twin-shaft paddle mixers have many advantages. These mixers are very gentle with the products, have low energy consumption, high capacity, little space requirement and flexible filling. The advantages are detailed as follows:
Short Mixing Time
Mixing takes place in a very short time. An average mixing cycle for dry mixing can be as follows: filling 20-30 seconds, mixing 40-60 seconds and discharging 10-20 seconds. This gives a total cycle time of 1.5 – 2 minutes.
Higher Throughput
Because of the short mixing time, a relatively small twin-shaft paddle mixer will deliver a large output – thus resulting in savings, both in investment costs and space requirements.
Gentle Mixing
Shear is very low, virtually non-existent and therefore no heat is generated during mixing. As a result extremely fragile materials such as flake or whole coffee beans can be mixed with minimal degradation.
No Segregation of Materials
Homogeneous mixing is achieved in the space of a few seconds because of fluidization of the material. Since the mixing forces are stronger than the forces of segregation, all types of particle shapes, sizes are easily mixed without segregation. Segregation may take place in the post-processing operations, if any. It is therefore recommended that the distance between the mixer and the final packaging point should be minimized to avoid segregation.
Lower Production and Maintenance Costs
The benefits of the mechanical fluidizing zone are gentle mixing, no segregation and very short mixing time. This gives savings in terms of minimal wear and tear and low energy consumption. Maintenance costs are also very low. The mixer’s low energy consumption is an important consideration in reducing production costs. Batch type mixer are generally powered by motors of 15 kW/m3 of working capacity.
Micro-Mixing Capability
Micro-minors of 1 ppm (parts per million) are mixed regardless of where they are added into the mixer. The construction and operation of the twin-shaft paddle mixer ensures that there are no dead spots within the mixer.
Maximum Material Discharge
Unlike other horizontal mixers, blenders where some percentage (generally 2 to 3%) of material may remain in the mixer at the time of discharge, the bomb-bay door design in the twin-shaft paddle mixer facilitates almost complete discharge of material.
Easy Cleaning of Mixer
Side access doors for entry into the mixer interior can be provided. These also provide access for cleaning the mixer internals after completion of the batch. Because of the maximum material discharge and the option for side access doors, this mixer is preferred for pharmaceutical and food applications.
Liquid Addition
Liquids can be added easily to the powder mixture. The mixer can therefore be used to produce formulations. The pin-mill and the chopper options ensure that no agglomerates remain in the mix mass.
Reliable Scale Up
The simple design and mixing principle ensure that lab test-results can be reliably scaled-up to production levels.
Applications
Fluidized zone twin shaft paddle mixers are capable of preparing a homogenous mix independent of the particle size, shape and density. The unique agitation ensures rapid yet gentle blending, short mixing cycles, low operating costs, minimal product degradation and one of the highest production capacities of any mixer type.
Applications of the twin-shaft paddle mixer are in industries such as feed, food, chemical, pharmaceutical, building and environmental.
Feed Industry
- Animal feed
- Mineral premixes
- Aqua / fish feed
- Pet food
Food Industry
- Instant drinks/soups
- Infant milk powder
- Flour/bread/bakery mixes
- Frozen vegetables
- Treatment of spices
Chemical Industry
- Detergents
- Color pigments
- Fertilizers
- Explosives
Pharmaceutical Industry
- Vitamin mixes
- Medical mixes
Building Industry
- Dry mortar
- Blended cements
- Tile adhesives/grouting
Environmental Applications
- Fly ash conditioning
- Filter dust treatment
- Sewage sludge
- Food waste


