The bulk density of powders is one of the most important properties to be considered while designing blender. The quantity of material that can be blended per batch and the power required for blending depends largely on the bulk density of ingredients. This is explained using sample calculations.
Introduction
The preceding articles detailed the effects of flowability, particle shape, particle size, and distribution on blending and blender selection. The particle size distribution of powders and particle shape has an effect on the packing characteristics, and therefore the bulk density of solid powders. In this article we shall discuss the significance of the bulk density of solids in the design of blenders. The concepts of loose bulk density, packed bulk density, fluidized bulk density, and particle density are explained. The article provides basic guidelines for estimating the volumetric capacity of the blender and the power consumption, based on the bulk density of material.
Properties Affecting Blending
The material properties affecting blending are as follows:
- Angle of Repose
- Flowability
- Bulk Density
- Particle Size, Distribution
- Particle Shape
- Cohesiveness
- Adhesiveness
- Agglomeration
- Friability
- Corrosiveness
- Abrasiveness
- Explosiveness
- Material Composition
- Surface Characteristics
- Moisture or liquid content of solids
- Density, Viscosity, Surface tension of liquid added
- Temperature Limitations of Ingredients
Bulk Density - Definitions
Bulk density includes not only particle mass but also the air entrained in the void spaces between the particles. There are three types of bulk density – loose bulk density, packed bulk density, fluidized bulk density. CEMA defines the bulk density as follows [1]:
Loose Bulk Density - (sometimes called the poured bulk density) of a bulk material is the weight per unit of volume that has been measured when the sample is in a loose, non-compacted or poured condition.
Packed Bulk Density - of a bulk material is the weight per unit volume that has been measured when the sample has been packed or compacted in, for instance, a silo or bin or after containerized transportation.
Since the material is compacted the entrained air is displaced and the void space is reduced. As a result, the value of packed bulk density is higher than that of loose bulk density.
Fluidized Bulk Density - is the apparent bulk density of a material in its fluidized state. It is generally lower than either the packed or loose bulk density due to the air absorbed into the voids.
Bulk density is a property that defines the bulk material as a whole. The density of the individual particle is referred to as the particle density.
Particle Density - is the mass of a particle divided by its volume. For a bulk material, average particle density is used, found by dividing the mass of the material by its volume, excluding the voids.
The unit of bulk density and particle density is kg/m3 or lb/ft3.
Particle Size Distribution & Bulk Density
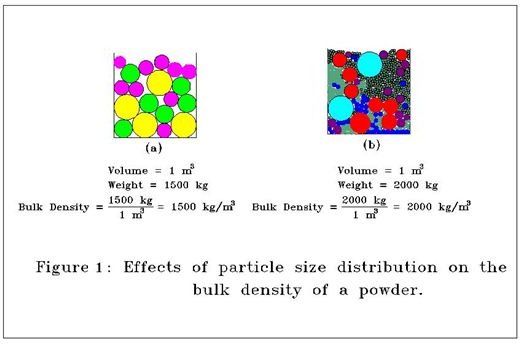
The particle size distribution of powders and particle shape has an effect on the packing characteristics, and therefore their bulk density. The smaller particles of a size distribution occupy the interstices between the larger particles creating a densely packed powder with higher bulk density. This is illustrated in figure 1. Densely packed powders usually have flowability difficulties. This is one reason why bulk materials with high bulk density require greater power for blending than materials with lower bulk density.
In addition, large coarse particles with higher molecular weight tend to the settle at the bottom of the blender vessel; whereas the finer particles float at the top of the top blender in the form of fine dust. Therefore, process engineers should be careful while selecting blenders for ingredients with large differences in bulk densities and particle size distribution.
Particle Size Distribution & Bulk Density
Blender Volume & Bulk Density
Specifying blender capacities in weight per batch (kg / batch) or weight per hour (kg/hr) is a common mistake made by process engineers while preparing the technical data sheet for blenders. Blenders are designed and manufactured primarily on the basis of the volumetric capacity of material that they can handle.
The total volumetric capacity is equal to the volume of the mixing vessel. The working volumetric capacity of the blender is maximum recommended volume up to which the material should be filled inside the blender to ensure homogenous and efficient blending. The recommended working volumetric capacity of blenders is generally 30% to 70% of the total volumetric capacity. The percentage fill up may vary depending on the type of blender.
For example, the recommended fill-up volume for the double cone blender is 50% to 60% of the total blender volume. The approximate blend time in a production size double cone blender with different fill up volumes is as shown below. Trials have proved that homogenous blending is not achievable with 80% fill up volume in a double cone blender.
Effect of blender fill up volume on blending time of double cone blender: % fill up of blender and volume approximate blend time in minutes
- 50% 10 min.
- 65% 14 min.
- 70% 18 min.
- 75% 24 min.
- 80% 40 min.
The gravimetric or weight capacity of a batch blender is the weight of material that can be processed per batch. The maximum weight of the material that can be blended depends on the average bulk density of the ingredients. It is limited by the connected power to the blender.
The total weight of material that can be charged into a blender is the product of the working volume and the bulk density of the material. If loose bulk density is considered, the batch weight shall be lower. However, if calculation is using the packed bulk density, the batch weight shall be higher. The packed bulk density and the fluidized bulk density do not compare to the conditions that are most likely to occur in a blender. Therefore, for the purpose of blender design, the loose bulk density of the material should be considered.
For practical selection, it is recommended that a simple experiment be carried out for determining the bulk density to be used for calculation. Charge a pre-weighed quantity of material into a calibrated measuring cylinder placed still on table. Do not tap the cylinder while pouring the material. Divide the weight of the material poured by the corresponding volume occupied for calculating the bulk density. This bulk density can be utilized as a reliable measure for calculation of batch capacity of the blender.
Most applications involve blending of more than one ingredient. In such cases the average bulk density of the ingredients should be considered for calculation. For example, if a blend comprises of 25% of ingredient A, having bulk density of 500 kg/m3 and 75% of ingredient B, having bulk density of 1000 kg/m3 , the average bulk density should be calculated as follows:
Average Bulk Density = (0.25 x 500) + (0.75 x 1000) = 875 kg/m3
Power Consumption & Bulk Density
The power required for blending depends on the weight of material in the blender. Light materials that have a lower bulk density shall require less power for blending compared to heavier materials. Thus, the connected motor of a blender for the same volumetric capacity shall be higher for heavy solids as compared to light solids. This is illustrated below:
Case 1:
Total volume – 1.4 m3
Working volume = 0.7 x Total volume = 0.98 m3 (say 1 m3)
Bulk density of material to be blended – 1000 kg/m3
Batch weight = Working Volume x Bulk Density = 1000 kg
Recommended connected power for 1 m3 blender, for 1000 kg batch = 15 HP
Case 2:
Total volume – 1.4 m3
Working volume = 0.7 x Total volume = 0.98 m3 (say 1 m3)
Bulk density of material to be blended – 500 kg/m3
Batch weight = Working Volume x Bulk Density = 500 kg
Recommended connected power for 1 m3 blender, for 500 kg batch = 10 HP
It may be noted that the actual power required for blending would be lower than the ratings stated above. The connected motor HP is selected after accounting the transmission losses of the drive system.
The bulk density of ingredients to be blended is an important material property to be considered while designing blenders. The weight of material that can be blended per batch and the power required for blending largely depend on the bulk density.
References
- CEMA Standard No. 805, “Glossary of Pneumatic Conveying Terms - 2005”
- Sweitzer, G.R., Blending and Drying Efficiency Double Cone vs. V-Shape, Gemco, Newark, New Jersey
- Tekchandaney R. Jayesh, “Material Properties Affecting Solids Blending & Blender Selection: Flowability”


