
The V-Blender is a popular tumble blender commonly used in the pharmaceutical and food industries. This article explains the design, construction, and operation of the standard V-Blender and the V-Blender with intensifier bar. The advantages and the disadvantages of the V-Blender are highlighted.
V-Blender - Constuction and Operation
There are three popular shapes of tumble blenders: the V-Blender, the double cone, and the slant cone. Tumble blenders rely upon the action of gravity to cause the powder to cascade within a rotating vessel. The V-Blender (also known as a twin shell blender) is one of the most commonly used tumbling blenders. The blending performance of this type of blender has shadowed many of the members in the blender family. They offer both short blending times and efficient blending.
The V-Blender is made of two hollow cylindrical shells joined at an angle of 75° to 90°. The blender container is mounted on trunnions to allow it to tumble. As the V-blender tumbles, the material continuously splits and recombines, with the mixing occurring as the material free-falls randomly inside the vessel. The repetitive converging and diverging motion of material combined with increased frictional contact between the material and the vessel’s long, straight sides result in gentle yet homogenous blending. Figure 1 shows a V-Blender.
The primary mechanism of blending in a V-Blender is diffusion. Diffusion blending is characterized by small scale random motion of solid particles. Blender movements increase the mobility of the individual particles and thus promote diffusive blending. Diffusion blending occurs where the particles are distributed over a freshly developed interface. In the absence of segregating effects, the diffusive blending will in time lead to a high degree of homogeneity. V-Blenders are therefore preferred when precise blend formulations are required. They are also well suited for applications where some ingredients may be as low as five percent of the total blend size. Normal blend times are typically in the range of 5 to 15 minutes depending on the properties of material to be blended.
The charging of material into the V-Blender is through either of the two ends or through the apex port. Studies on V-blenders have demonstrated that for solid powders which have similar size and shape, there is no mechanism to move the powders across the line of symmetry of the blender. For such materials, care must then be taken to load each side of the blender equally to ensure the desired homogeneity of blends.
Blending efficiency is affected by the volume of the material loaded into the blender. The recommended fill-up volume for the V-Blender is 50 to 60% of the total blender volume. For example, if the fill of material in the blender is increased from 50% of the total volume to 70% of the total volume, the time taken for homogenous blending may be doubled.
Blender speed may also be a key to mixing efficiency. At lower blender speeds, the shear forces are low. Though higher blending speeds provide more shear, it can lead to greater dusting resulting in segregation of fines. This means that the fines become air-borne and settle on top of the powder bed once the blender has been stopped. There is also a critical speed which, if approached will diminish blending efficiency considerably. As the revolutions per minute increase, the centrifugal forces at the extreme points of the blender will exceed the gravitation forces required for blending. Consequently the powder shall tend to gravitate to the outer walls of the blender shell. As the size of the blender increases, the rotational speed decreases usually in proportion to the peripheral speed of the blender extreme. V-Blenders are designed to operate at 50% to 80% of the critical speed.
Discharge from the V-blender is normally through the apex port which is fitted with a discharge valve.
V-Blender
Advantages and Disadvantages of V-Blender
Advantages of Using V-Blender
- Particle size reduction and attrition are minimized due to the absence of any moving blades. Hence it can be used for fragile materials
- Charging and discharging of material is easy.
- The shape of blender body results in a near complete discharge of product material, clearly an added advantage over horizontal blenders.
- The absence of shaft projection eliminates product contamination.
- V-blenders are easy to clean.
Disadvantages of V-Blender
- They require high headroom for installation and operation.
- They are not suited for blending particles of different sizes and densities which may segregate at the time of discharge.
V-Blender with Intensifier Bar
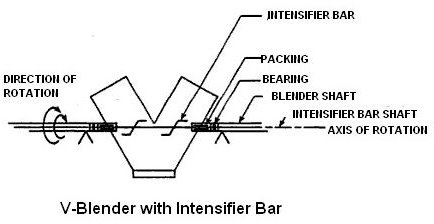
A V-Blender can be provided with high-speed intensifier bars (or lump breakers) running through trunnions into the vessel, along with spray pipes for liquid addition. The intensifiers may be provided for disintegration of agglomerates in the charge material or those formed during wet mixing. Figure 2 is a schematic drawing of the V-Blender with the intensifier bar.
Provision of the intensifier bars makes the V-Blender adaptable for more applications. These include:
- Ability to accomplish dry as well as wet mixing.
- Suitability for mixing of fine as well as course particle compositions.
- Suitability for mixing of cohesive powders.
Provision of intensifier bars may have the following disadvantages:
- Undesired particle attrition.
- Intensifier bar shaft sealing problems.
- Cleaning problems.
Schematic - V-Blender with Intensifier Bar
Applications of V-Blenders
V-Blenders designs are most often used for the dry blending of free flowing solids. This blender is often used for pharmaceuticals, but the mixing action’s slight shear limits the blender’s use for some very soft powders or granules. V-Blenders are generally used for the following:
- Food products
- Milk powder
- Coffee
- Dry flavors
- Ceramics Powders
- Pigments
- Pesticides and Herbicides
- Plastic powders
- Animal feeds
- Spice blends
- Fertilizers
- Baby foods
- Cosmetics
- Polyethylene
Acknowledgements
Photographs - Courtsey - Unique Mixers & Furnaces Pvt. Ltd., India (www.uniquemixer.com )


