Are you interested in learning about soldering and brazing techniques, the purpose of flux, and the fundamentals of these processes? If so, the information in this article will give you a good start on your way to soldering and brazing proficiency.
Brazing and soldering are techniques used for the fusion of solid metal parts by heating them to the appropriate temperature and then introducing a filler alloy between them. The parts are joined without the melting of the base metals. The filler alloy used must display the following three properties: its melting point must be significantly lower than that of the two metals being joined, it must flow readily when melted, and it must be capable of forming a strong bond with the two pieces being joined. The joint will be durable only if a solid bonding is obtained by the diffusion of the filler alloy into the base metal. These processes can be used for the joining of carbon and alloy steels, nonferrous alloys, and dissimilar metals. The most significant dissimilarity between brazing and soldering is the melting point of the filler metal, which is considered normally above 450 degrees C for brazing and below 450 degrees C for soldering. Electrical soldering, the soldering of electrical and electronics components, and soldering for stained glass work is normally done with small, pencil irons.
Preparation of Parts for Brazing and Soldering
In order to ensure strong durable joints, parts t

o be joined must be fitted firmly; the base metals should be totally free of oxides and be extremely clean. It is of vital importance that all grease, oils, and paint are removed (which can be accomplished by the use of a fine sand paper or steel wool). Coarse abrasives can cause deep scratches that interfere with capillary action and the bond strength obtained. Suitable joint clearances should be created for the capillary action to be effective. Be sure to clean an area larger than that which will be needed to make the connection to help with the spread of the flux during heating.
Purpose of Flux
Flux is used both in brazing and soldering for the protection of the cleaned surfaces of the base metals against oxidation during their heating. Flux also facilitates the molten filler alloy to properly wet the base metal surfaces. The flux used during brazing includes a combination of borax, boric acid, borates, or fluorides, and can be in the form of a liquid, powder, or paste depending upon the type of soldering or brazing being done. Flux can be applied as a paste on the parts to be brazed, or alternatively heated brazing rods are dipped into a dry flux powder. Flux flows into the heated joint where the brazing rod is applied. For soldering operations, organic and inorganic flux is used. Since the organic fluxes do not possess much corrosive effects, they are extensively used for the delicate soldering of electronic circuits. The inorganic fluxes are generally aqueous solutions of zinc and ammonium chlorides, and because of their corrosive effects, must be removed after the completion of the soldering operations. This cleaning is typically done with such agents as rubbing or denatured alcohol.
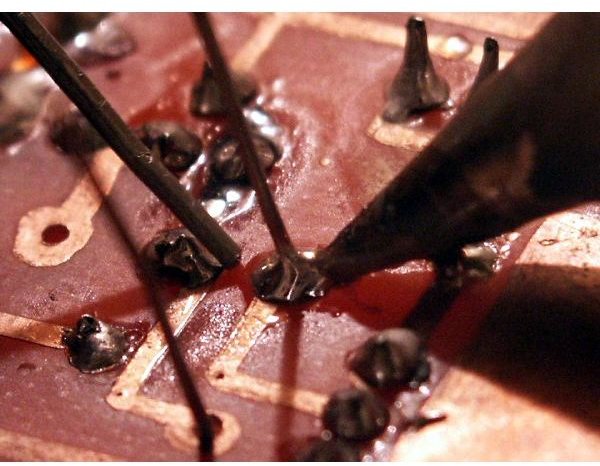
Apply Heat to the Joint to Begin Soldering or Brazing
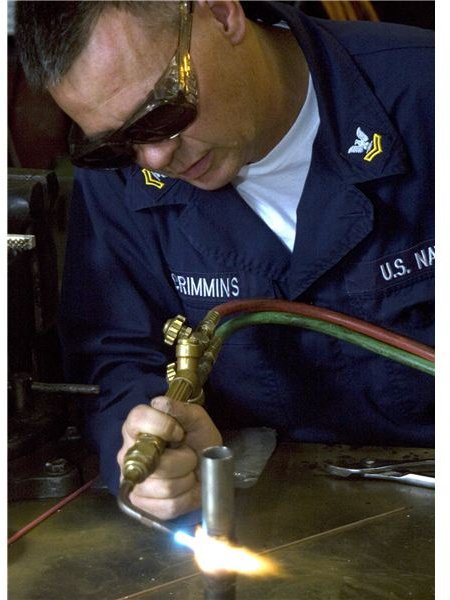
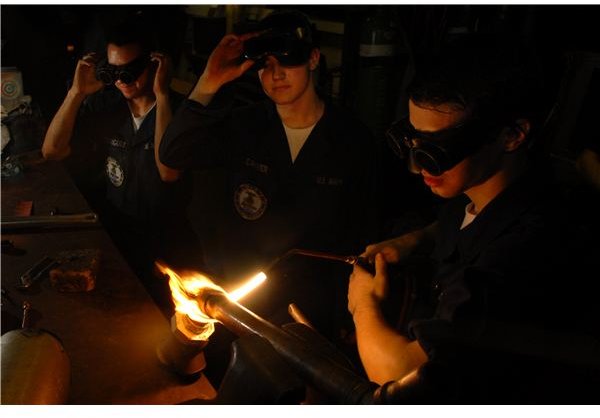
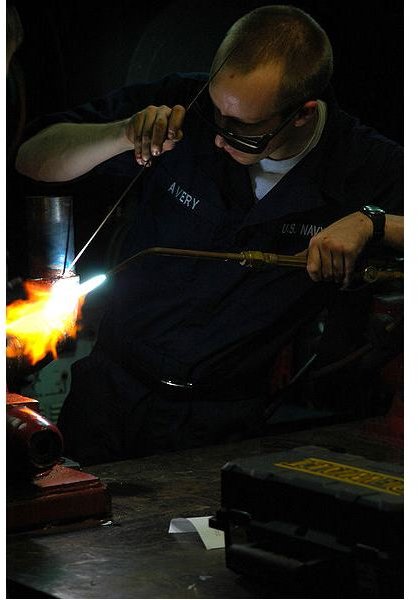
In order for the solder or brazing material to flow properly, the parts being joined must be heated to the point where the solder or brazing rod will melt when held at the joint. Getting this just right is easy once you know how, but it takes practice to do properly. Remember, the joint must be hot enough to melt the solder or brazing alloy and cause it to flow into and around the joint. You need to keep the source of heat moving to keep from warping the metals, but it must be slow enough to keep the solder or brazing allow melting and flowing. See below for some examples of properly applying heat to the joint and flowing the solder or brazing alloy in the joint. Note in the electronics soldering image the shininess of the solder joints. With soldering, this is the sign of a good joint that will last.
Images
Images


Advantages of Brazing and Soldering
Some of the major benefits in the employment of the brazing and soldering techniques for the joining of parts are:
-
Since the brazing and soldering alloys in use have much lower melting points than the metals being joined, the heat source can be much cooler than that required for welding.
-
The parts may be joined permanently or temporarily. Since the base metal is not mutilated, only the application of heat is required to disassemble the joined parts when desired. Thus they can be reused. The joint formed by brazing or soldering is almost as strong as one formed by welding.
-
Consistent and strong joints can be produced that are resistant to liquids and gases.
-
The quality of the joints can be determined simply by a visual inspection, and the defects can be easily rectified. Since low temperatures are involved, distortion of work piece, changes in crystalline structure, and induction of thermal stresses is minimized. The lower temperatures involved increase the speed of joining, and limit the amount of energy required to form the joints.
-
Joints normally have smooth beads that do not require further finishing work.
References
- Image:: Wikipedia Commons, Soldering , Hans Bernhard (Schnobby )
- Image: Wikipedia Commons, :US_Navy_080214-N-2832L-054_Hull_Maintenance_Technician_Fireman_Nathan_Avery_braze_welds_a_drainage_eductor_aboard_amphibious_assault_ship_USS_Tarawa_%28LHA-1%29 , U.S. Navy photo by Mass Communication Specialist Seaman Mike Leporati
- Image: Wikipedia Commons, US_Navy_070514-N-2659P-165_From_left_to_right,_Hull_Technician_Firemen_Noah_Rodriguez,_Zach_Carver_and_Keir_Burnette_assist_with_brazing , U.S. Navy photo by Mass Communication Specialist 3rd Class Paul J. Perkins
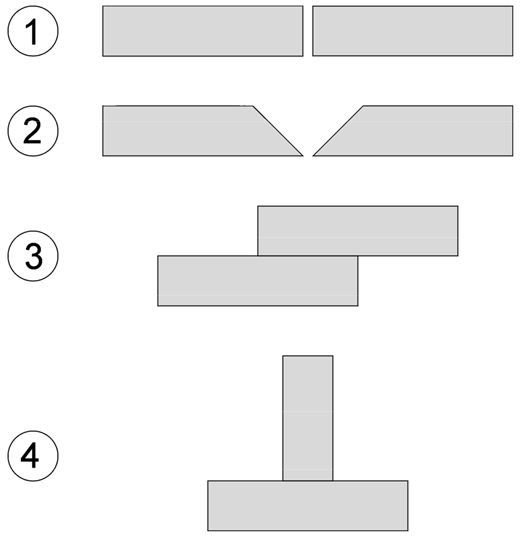
- Image, Wikipedia Commons, Common Joint Types , Nathaniel C. Sheetz (Spangineer)
- Image: Wikipedia Commons, Fitting1537 , Borsi112
- Image: Wikipedia Commons,
Brazing_practice , Mass Communication Specialist Seaman Whitfield M. Palmer - Image: Wikipedia Commons,Soldering PCB-b , Tlapicka
- Image: Wikipedia Commons,
US_Navy_060528-N-1332Y-022_Hull_Maintenance_Technician_Fireman_Bob_Chambers_uses_a_brazing_torch_to_weld_a_one-and-a-half-inch_copper-nickel_pipe_in_the_pipe_shop_aboard_USS_Kitty_Hawk_%28CV_63%29, U.S. Navy photo - The author is both NASA and Milspec certifed for soldering and brazing and is a qualified plumber with over 5 years of experience.


