Aluminum milling is considered by many like an easy task, but it demands special measures to avoid the most common problems. This article focus on milling, turning, drilling and boring operations, giving tips and advice about the most common problems in aluminum cutting and how to resolve it.
Aluminum Cutting
Many engineers and technicians think about aluminum milling as a easy task, until when faced with their first aluminum parts process. The same properties that allow higher speed in process and a good mechanical performance, making the cutting process difficult and demanding special measures.
The recommendations on this article has been written considering the milling, turning, drilling and boring operations, but it also serves like a guide for resolving the most common problems in aluminum cutting.
Usual Problems
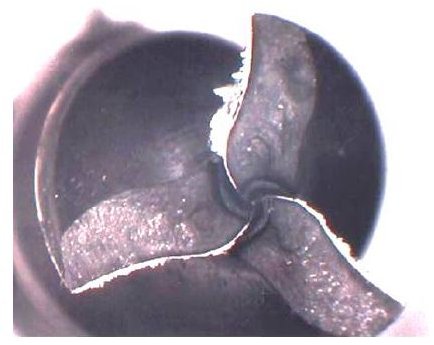
One of the biggest problems in aluminum cutting is the Built Up Edge. The built up edge is a welding of workpiece material to the tool edge that commonly occurs on soft, gummy workpiece materials and the loss of effective geometry causes increases in cutting forces and quality problems.
_
Top view of a 3 knifes drill with built up edge
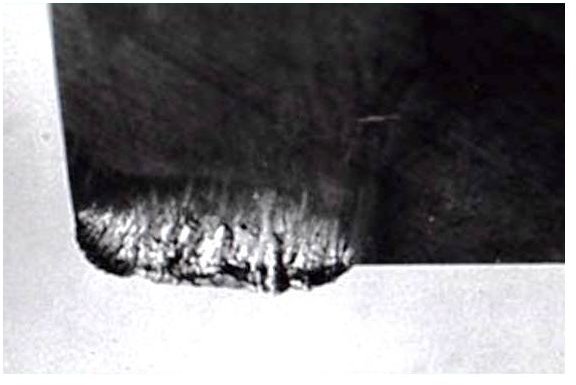
Top view of a square insert with built up edge
The quality problems caused by the built up edge are scratchesin the surface and cloudy finish, both increasing the rugosity dramatically and compromising the finish visual. Eventually a small piece of the built up edge unties and it takes a bit of the tool, leading to the tool breakage.
A few simple (but effective) actions can be taken to minimize the built up edge:
- Higher cutting speed;
- PVD (Phisical Vapor Deposition) coatings;
- Polished edges;
- Abundant coolant (reducing the temperature in the tool edge, preventing the workpiece welding);
- Non-honed tool edges (keen edges preferable).
Another problem decurrent of the aluminum ductility is the formation of long chips. The ideal format of the chip is short fragmented pieces or commas, because long chips harm the surface finishing and can cause unsafe situations for the operator.

Comma chips
The following actions need to be taken to upgrade the chips condition:
- Change of the cutting parameters, increasing the depth and shortening the forward;
- Use of positive or ultra-positive tools (with a relief angle higher than degrees).
Everything resolved?
Talking about metal cutting, every case is different and demands certain measures, but in aluminum operations is always safe to use the highest parameters possible (specially true for RPM), with the maximum coolant and without any tool coating (polished tools are ever preferable). In continuous production, the use of CBN (cubical boron nitride) and PCD (Polycrystaline Diamond) promotes a desired boost to the capability, without built up edge problems.


