
This article deals with the dye penetrant non-destructive testing method, its advantages and disadvantages.
Nondestructive testing is one of the most common methods used for testing various components for the presence of surface and internal defects before they are put into use, or even after some extended interval of use in the case of in-service components. This testing is done in order to verify the component’s integrity and also as a safety precaution. Dye penetrant testing or liquid penetrant testing is one of the most common and cost effective techniques used in nondestructive testing.
Dye Penetrant Testing and Supplies
Ideology:
1. Dye penetrant testing is used to detect the presence of surface cracks in components.
2. The ideology to detect these cracks is by means of a dye usually highly colorful and less viscous that enables it to penetrate into cracks in the surfaces. This happens mainly due to the capillary action.
3. The dye tends to remain inside the crack, which is made to surface out by the use of appropriate chemicals thus indicating the size and structure of the crack.
Here’s how we practically carry out the dye penetrant testing. The dye penetrant kit basically constitutes of three chemicals in pressurized cans namely
1. Cleaner – The cleaner is basically a thinning agent like thinner that tends to clean the surface where the testing is to be carried out. It is normally sprayed on the surface causing the greases and other dirt particles to disintegrate from the surface. The cleaner all by itself after doing the necessary cleaning action evaporates.
2. Penetrant: The penetrant is the highly colorful dye usually in bright color like red, etc. The penetrant is normally a less viscous liquid that enables it to penetrate into cracks; moreover it is the capillary action that causes the penetrant to be sucked inside the cracks.
3. Developer: The developer is basically an absorbent chemical quite similar to chalk powder for its absorption capabilities. The developer sprayed on top of the surface where the penetrant has already been applied to tend to absorb the penetrant present in the cracks and indicates the same clearly to the eye.
Here’s the procedure explaining the dye penetrant testing.
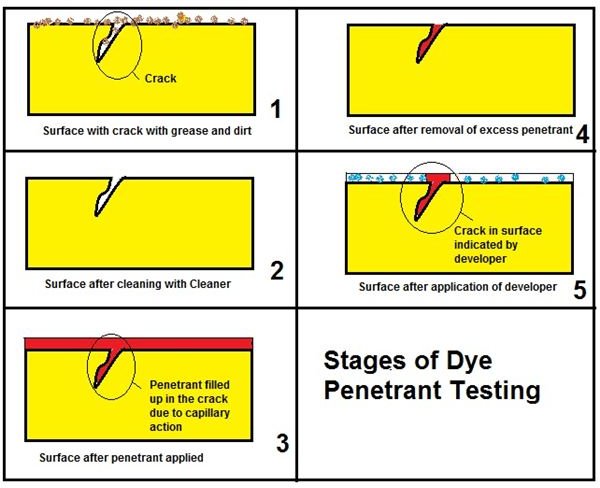
Precleaning: This is the most important and vital stage of the dye penetrant testing. The surface to be tested is to be free from grease, oil, paints, etc. Dust particles covering the area can be removed by using pressurized air. The materials that have the capability to stick to the surface like grease, oil, gum, diesel, etc. can be removed easily by means of the cleaner. The cleaner disintegrates the sticky particles on the surface and carries away the same while flowing away. Any residual cleaner left on the surface tends to get evaporated all by itself. The area cleaned using the cleaner is to be left to dry for about 5 to 6 minutes.
Penetrant Application: The dye penetrant is now applied to the area where the cracks are to be determined. A dwelling period of about 10 to 15 minutes would be very much ideal for the penetrant to get itself settled inside the cracks present on the surface of the component.
Penetrant Removal: The excess penetrant that is present on the surface is removed using lint free clothing soaked with the cleaner. Care needs to be taken to ensure that the cleaner does not flow on the surface. The excess penetrant needs to be wiped out of the surface very carefully. This basically requires a good amount of expertise.
Developing: The developer is used to develop the penetrant present inside the cracks. Good amount of care needs to be taken by the user ensuring that no excess amount of developer is added to the surface. This may cause penetrant present inside the crack to be absorbed more quickly and distributed in the excess developer chemical. This can lead to an indication that no crack is present in the area.
Inspection: The developer used properly tends to indicate the areas where cracks are present. Cracks present are indicates a bright spots usually the color of the penetrant. The developer normally tends to provide a white background for the same enabling the inspector to identify the crack immediately.
Application Areas of Dye penetrant Testing:
The dye penetrant testing is applicable in all areas where the surface finish tends to be quite good.
- for checking of cracks in roll formed sections
- surface crack detection in railway rails
- crack detection in gear teeth
- Detection of cracks in welding’s particularly in boiler weldings for detection of surface cracks.
- Detection of surface cracks caused by high speed grinding
Advantages:
- Very low cost method for determination of surface cracks.
- portable kit enables easy carrying of the kit
- instant results can be obtained by the user and no highly trained personal required to interpret results
Disadvantages
- Only surface cracks can be detected. Any cracks below the surface or sub surface cracks cannot be detected
- Method works well only for surfaces that are machined or polished. Irregular or very rough surfaces tend to provide false results.
For More Information check these References:
1. Magnflux Website, www.magnaflux.com
2. Contech Website, www.contech.com
3. ASTM E1417 Standard


