The types of metals present in individual groups can be so diverse that assigning and identifying them with names may be confusing and complex. Here we learn more accurate methods of recognizing these metal types through their assigned codes and their physical properties while working with them.
Since metals can be classified into many different grades of material under each individual metallic groups, identifying them with names may not be feasible; therefore they are marked with specific indications to which each of them may comply. Generally these markings are done through metal dies, but for metals which are intolerable to die stamping and prone to getting damaged, methods like stenciling or enamel printing is considered safer.
**
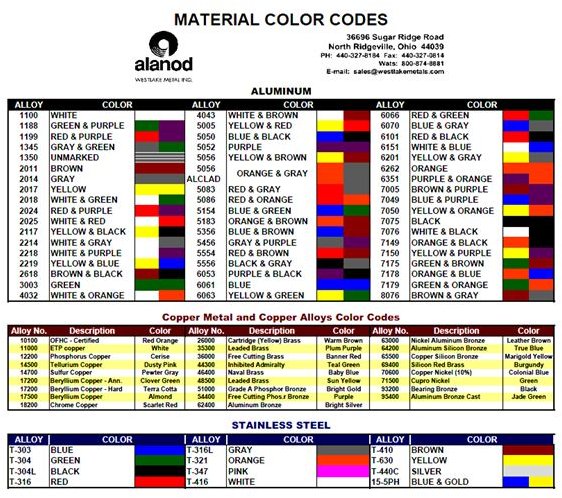
Standard color code: Sometimes marking through printing methods becomes difficult to implement, so another auxiliary method called standard code method is employed for making the identifications more prominent. The metals are appropriately identified and marked using colors as per their specifications, given in A.P.1086 and A.P.1464B.
The color markings are done in the form of bands over the corners of the metal sheets and at the ends of tubes or rods. If it becomes necessary to cut and use the sheet or the rod in pieces or sections, it must be done such that the marked colored portion remains unaffected and safe for future reference.
However if due to unavoidable reasons the marked identification data is not available over an unknown metal, its type and material can be recognized through practical working and identification process.
Let’s discuss some of the practical identification procedures for different metals with the following point-wise analysis (bear in mind that the procedures are not highly reliable and should not be preferred for critical applications):
Identifying Ferrous Metals Practically
Grey Cast Iron:
- Shows no ringing effect when dropped over an anvil
- Chips break off when subjected to bending.
- Can be easily filed when hot but may involve dirty carbon deposits.
- Shows no apparent change when dropped in water in red hot condition.
- A cracked or fractured section may show uniformly sized dark grey colored crystals.
- Grinding over a grinding wheel produces weak, non crackling sparks.
Wrought Iron:
- Rings at a lower pitch when hit against an anvil.
- Bending forces it to chip easily.
- Can be filed easily due to softness.
- Shows no apparent change when dropped in water in red hot condition.
- Cracked part appears too coarse and fibrous.
- Bright yellow sparks are generated while grinding.
Low Carbon or Mild Steel:
- Rings better than the above two cases when struck over an anvil.
- Chips easily bend, the chips bend without integrating.
- Soft and therefore can be easily filed.
- Again no visible change when suddenly cooled from an initial red hot state.
- Cracked section shows crystals, bright silver in appearance.
- Grinding generates bright yellow sparks with bursts.
High Carbon Steel
- Dropping over an anvil produces high pitched ring.
- Comparatively harder to chip than mild steel.
- Filing may get tough for these metals.
- Quenching in water may render it a harder property, impossible to file.
- Cracked portion shows fine pale grey crystal.
- Bright crackling flames are produced when ground.
Tungsten Steel:
- Anvil knock generates very high pitched ring.
- Chipping is not possible.
- Filing is impossible.
- Quenching produces effect as in the above case.
- Dusty silky grey blue crystals appear when cracked.
- Grinding generates red, non crackling sparks that may stick and follow the grinding wheel rotations.
Identifying Non Ferrous Metals Practically
Aluminum: Appears tin white in color externally, has soft, bendable, non-magnetic physical characteristics. Treating with caustic soda turns it matt white.
Alclad: Though a bit similar to aluminum externally, has springy tendencies and offers considerable resistance to bending. When dipped in caustic soda, turns dusty white in color with black edges.
Duralumin: Has similar physical properties as Alclad but turns black in the influence of caustic soda solution.
Magnesium Alloys: Just like aluminum its tin white externally, super light in weight, non-magnetic and shows little resistance when filed. The filed chips are ignitable in the flame. When brought in physical contact with copper sulphate solution, effervescence is developed which makes the affected areas black in color.
Solder: Shiny, tin-white in appearance, very heavy but soft physically, is non-magnetic and has a low melting point (that’s why becomes suitable for soldering, where it’s easily melted at temperatures created by low power soldering irons). The presence of lead produces black marks when the metal is scratched over a white paper. When bent, produces crackling sound indicating the involvement of a high percentage of tin in it.
Copper: Brownish red in color, it shows high malleability and ductility, easily bendable to any extents without breaking. Cleaned surface shows great compatibility to solder metal and both bond together easily.
Reference:
Heat Treating - Theforgeworks.com
Metal Working Handbook - Principles and Procedures - Scribd.com/doc/


