Post Weld Heat Treatment ( PWHT) reduces the residual stresses formed during welding. It also restores the macro structure of the steel. Mandatory in high pressure applications, constructors have to strictly follow PWHT requirements to avoid component failures. Why is it so important?
Why Do We Need PWHT?
Welding is one of the most critical processes in the manufacture of pressure vessels like the boiler of a thermal power plant.
The temperature of the molten weld pool during the process is in the range of 2000 deg C. The heat increase is rapid and instantaneous. When this small strip of molten pool cools down the shrinkage results in thermal stresses that are locked up inside the metal. This also can change the macrostructure of the steel. This is because:
- The rest and bulk of the steel is almost at ambient temperature.
- Deposition of layers of weld metal creates a thermal gradient across the cross section of the weld.
- Not only the weld area but also the adjacent area is affected (HAZ).
- The sudden cooling and the phase change results in a macro structure that is not the same as the original steel, resulting in property changes that make the steel weaker and brittle.
These residual stresses and macro structure changes, combined with operating stresses, can lead to catastrophic failure of the pressure vessels.
PWHT eliminates these effects by heating, soaking, and cooling the weld area in a controlled manner to temperatures below the first transformation point, giving the macro structure sufficient time to readjust to its original state and removing the residual stress.
Pre-heat, on the other hand, is the warming up to the welding process and is at lower temperatures.
Factors to Consider
The factors that contribute to these stresses and macro structure changes are:
- Thickness of the weld. Higher thickness increases thermal gradients and resulting residual stresses.
- Difference in the material. Welding two materials of different combinations results in different macro structures of the base metals and the weld pool.
- Precise control of cooling rates during the steel making is what gives steels like P91 their increased strength. A sudden operation like welding results in different macro structure. This is the case with many of the special steels and exotic materials.
- Difference in geometry of the weld parts can cause different thermal gradients that can lead to residual stresses.
- The entrainment of Hydrogen during welding can lead to stress corrosion cracking during operation. The hydrogen has to diffuse out of the weld during the PWHT process.
- The weld area and HAZ have higher hardness making the steel more brittle. In Sour gas applications, this can lead to corrosion cracking. PWHT controls the hardness to acceptable levels.
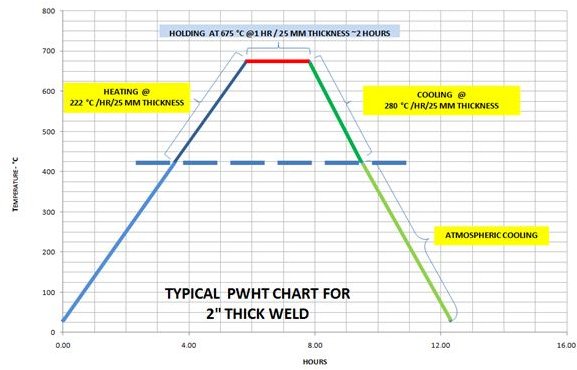
PWHT consists of heating the metal after the welding process in a controlled manner to temperature below the first transformation point, soaking at that temperature for a sufficiently long time, and cooling at controlled rates .
To what temperature have you to heat up the metal?
This depends on the properties of the metals. For steels, the phase change occurs at the first transformation temperature or AC 1 on the Iron Carbide diagram. Temperatures have to be below this. This could vary from 595 °C to 775 °C depending on the alloying elements.
What is the hold time?
This is more of a function of the thickness of the weld and generally is 15 minutes per 1” thickness with a minimum of 1 hour.
The rate of heating and cooling also has to allow for macro structural changes.
Considering the importance and safety to pressure vessels, ASME Boiler and Pressure Vessel code Section VIII-1 sub section UG 40, UCS 56 and UHA 32 details the PWHT parameters for different weld groups. Except for lower thickness welds, less than 32 mm for carbon steels, it is mandatory as per codes to carry out PWHT in the prescribed manner.
PWHT parameters are part of the WPS and PQR and one has to follow the specifications.
PWHT Methods
The different methods to carry out PWHT depends more on practical constraints.
- By gas firing in a stationary furnace. This is normally done in manufacturers works were it is economical to have such a permanent furnace and gas supply system. Most of the boiler manufacturers have such gas fired furnaces.
- Boiler drums are stress relived after welding completion by heating the entire drum in a large furnace.
- Steam headers with large number of welded nozzles are also heat treated in a similar manner.
- PWHT of welded smaller parts takes place in the furnace at one time or in batches.
- By gas firing or electrical heating in temporary furnaces. This avoids cost in transporting the finished products from fabrication location to facilities that have fixed furnaces.
- Localized PWHT. Construction sites and fabrication shops use this method.
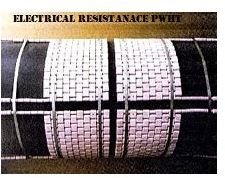
- The most common method is by electrical resistance heating. Ceramic beaded heating coils are wound over the weld area. The current controls the temperature gradients.
- Induction heating is one method that is gaining popularity even though the cost is high. This is a more welder friendly process. Unlike resistance heating only the pipe becomes hot. The temperature gradients are uniform across the thickness.
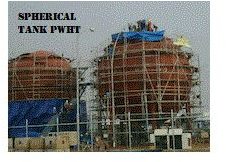
- By internal gas firing. Large vessels, columns, spherical tanks, sour tanks, etc. are heat treated by firing gas internally. This requires special equipment and skilled contractors and is a much more elaborate process. Thermal expansion of the vessel has to be considered during the PWHT process.
Thermocouples on the surface measure and record the temperatures during PWHT. This recording is a must and is the only record of the heat treatment having been done

Strict adherence to PWHT parameters and procedures will avoid costly failures during operation.
Ref:
https://technobig.com/2011/02/22/post-weld-heat-treatment-pwht/


