This is the second part of the Broaching Elements article. Broaching is the manufacturing process that allow metal cutting in a single pass, quickly obtaining precise shapes on workpieces.
Posterior tab and denture
The posterior tab has a diameter equal to the minimum diameter of the broached shape that can pass through it. Its length is usually used between 0.5 and 0.7 of the length broached shape should be, unless it is less than 10 mm: in this case, the factor to be applied is between 0.6 and 0.9.
The denture is responsible for removing the material. As has been said, is composed of three parts: roughing, finishing, and calibration. The calibration region has 3 to 6 teeth, all with the same size, and that aims, as its name implies, to gauge the form and give the final finish.
Teeth design
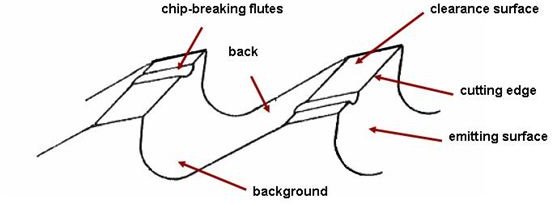
Click on the image below to see a perspective view of a broach tooth, where you can note the main areas beyond the chip-breaking flutes.
The distance between a tooth and another is set to P, the pitch of the teeth. The height measured from the bottom of the tooth (background) and the cutting edge is h. It is also possible to view the angles of the emitting surface (g) and the clearance surface (c). The difference between the heights of the cutting edge (a) is the advancement.
The R and r radius (respectively the background radius and clearance radius) agreement should be defined, because this area is responsible for the formation of a chip, seeking to fold and not break it, or otherwise it can cause quality problems. The well-formed chip folds and does not have sharp edges in contact with the tool. A chip that generates several edges can damage the finish of the part being machined and also the tool itself.
Changing the clearance surface angle will also change the radii R and r, which ultimately influences another important detail, which is the calibration of the teeth. This is evidenced by the presence of a platform parallel to the longitudinal axis of the broach, length (f), which allows the regrinding without loss of height (h).
As a general rule, the greater the clearance angle, the greater the angle of the background (also known as back-pocket) for the accumulation and disposal of chips will be.
This post is part of the series: Broaching
Broaching is one of the most precise and productive process in the metalworking area and despite the high costs of broachs, its largelly applied in the automobiles industry.


