Forging hammers are used for the manufacture of drop forged components. This article will describe how a typical forging hammer works in the forging process.
Forging is a very old manufacturing process . In earlier days blacksmiths were used to produce metal components using forging process. Modern forging components are manufactured by repeated hammering of a forging hammer to a billet.
Overview of Forging Process
Forging components are manufactured by applying localized compressive force to metal either in hot or in (rarely) cold condition. In the case of hot forging, a metal bar is heated up to its recrystallization temperature and is pressed between dies. By such repeated pressing, hot metal takes the shape of the die cavity. Cold forging is also carried out in same fashion, but in the absence of raised temperatures. Either a forging hammer or a forging press can be used in the forging processes.
Operation of a Forging Hammer
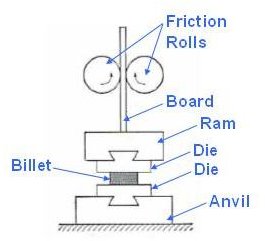
Different parts of a typical forging hammer are shown in the picture above. (Click the image to enlarge.) The functions of the different parts are:
- Anvil: This is the rigid base of the forging hammer. The anvil holds the lower half of the forging die.
- Die: The forging die decides the shape of the forging components. The bottom half of the forging die is fixed with the anvil, and the top half of the die is fixed with the ram.
- Ram: The ram goes up and down and thus deforms the billet (or work piece) to desired shape.
- Board: It is the stem connected to the ram. Board goes up by friction wheels.
- Friction Rolls: The friction rolls grip the board to drive it upward, once the ram reached to the highest position friction rolls loosen its grip and the ram freely fall and hit the billet. Thus the ram falls in quick succession to make a forged component. Instead of friction rolls, the ram can be powered by a belt and a motor as well.
Conclusion
Forging processes were used in ancient times and are very much useful for mass production even today. The drop forging hammer holds two pieces of die. A billet is pressed in repeated succession between the two die pieces to give the shape to the forged component.


