ISO Definition of Traceability

Introduction to What does “Traceability” means in ISO Documentation
ISO is an international system that ensures traceability of an item from its origin to its final location.
Certification at different stages of process is a mandatory requirement, as are internal and external audits, especially in the Offshore Oil and Gas Industry where every stage of an item or component is traceable right back to its casting or mill certification.
This is an article on ISO documentation and we shall see how it is applied to the Offshore Oil and Gas Industry, in respect to pipe and pipe fittings, illustrating what traceability means in ISO documentation.
We begin with the certification documents required by the ISO standards for fabricated steel pipelines that carry the hydrocarbons from the reservoir up through the risers to the deck processing system of pipework and fittings.
ISO Documentation Required for Pipe and Fittings used in Offshore Oil and Gas Industry
Steel is produced in blast furnaces from iron ore, its grade and properties depending on the chemical composition and the mechanical properties required by the finished product. The carbon content is usually held at below 2%, and elements such as chromium, manganese, sulphur, and nickel can be added to the molten steel. There are always a certain percentage of impurities inherent to the process; however these are usually in such small amounts that are not detrimental to the steel.
Once the chemical composition has been checked and verified, a cast is taken to produce samples for mechanical testing and chemical analysis. (For further information, please see my article about Iron Ore Smelting.)
When carbon steel is to be used as a material for pipe and fittings in the oil and gas industry, the documentation comprising of certification must meet the correct ISO specifications.
The certification will give the following information:
- Chemical Composition – as we have seen from the smelting process, elements are added to the steel during the molten metal stage and these elements and their percentages are added to the certification.
- Mechanical Properties- samples taken at the casting stage are used to determine the steel’s mechanical properties. These include the recording of tests carried out on the samples to determine properties of ultimate tensile strength, ductility, hardness, ductility, and toughness.
The certification must accompany the components to their destination, and be thoroughly checked on receipt.
For further information, please see my article about Mechanical Testing.
Reference Webs:
1. Key to Metals.
2. ISO 9001 Management of Certification
Receipt, Inspection and Issue of Pipe and Fittings
When the components are received at the construction yard warehouse, they are unpacked and laid out on a bench for inspection for transit damage, rust, etc.
Some Images of Pipe and Fittings from HBXSR are shown below:


The certification is reviewed by a Quality Control Inspector and, if this is in order, the components are given a Unique Identification Number (UIN). This will start with the type of component: P for piping and F for fittings. The next number is the contract number of the structure the piping and fitting have been ordered for (there can be three or four contracts running at any time). This is followed by a sequential UIN number 001 onwards.
This number is marked on the pipe and fittings with indelible ink, and also written onto the certification pertaining to the component. The certification is then filed, and handed over to the client, forming part of the structures certification at sailaway.
The components are then entered into a computer database with their description, the total received, and the UIN.
When the components are required for fabrication, the fittings and pipe are called out from the warehouse by drawing number.
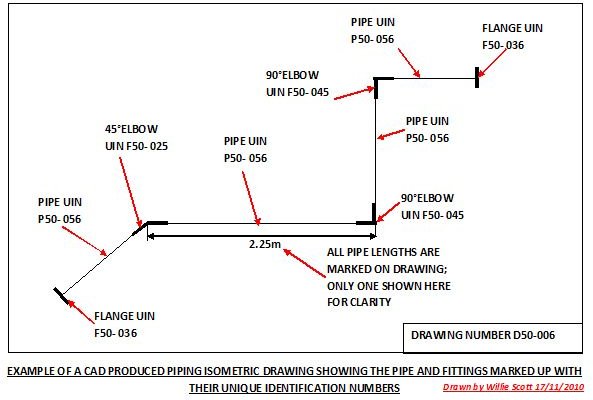
UIN’s are noted against the drawing number, and then written against the actual component in the drawing, by the pipefitting supervisor. Once fabricated the pipeline is physically checked by the Quality Control inspector and signed as being correct. The drawing is then passed back to the drawing office, where a copy is produced showing the UIN’s against the components.
This drawing then forms part of the certification package, ensuring full traceability right back to the original cast mill certification, as required by the ISO documentation.
A typical isometric drawing is shown below:
I was a production engineer for some time, at an offshore construction yard, and we followed this system and specifications to the letter, as no certification meant that the pipeline was scrapped. It was shown to operate correctly when on one contract we had fabricated over half of the pipelines, only to be told by the pipe supplier that their pipe had not been heat-treated correctly.
The contractor would supply us with replacement pipe, but there was a three week delivery and as the pipe had to be fabricated, painted, installed and pressure tested as the structure was being fabricated, this would cause a major delay to the contract. We decided to heat treat the fabricated pipelines and got the piping supplier’s representative on site to supervise the heat treatment of the pipe in one of our large furnaces.
We had to cut all the fittings of the pipe as these were already heat treated, then put the pipes in the furnace.
We then refitted the fittings to the pipe as per the drawings which showed their UIN. It was a nightmare, but we managed to complete the exercise working twelve hour dayshift and nightshifts, over Christmas and the New Year holiday period.