How Rapid Prototyping Works
What is rapid prototyping?
Current design factors and marketing realities make it necessary to manufacture products with the least amount of time involved in the design process and as inexpensively as possible. Rapid prototyping technology allows companies to fulfil this requirement.
Rapid prototyping, which is also known as desktop manufacturing, automated fabrication, tool-less manufacturing, and free-form fabrication, was developed in 1987. It was designed to enable automation of different production methods based on developing prototype parts from three-dimensional drawings or designs.
The Requirement of Rapid Prototyping
To manufacture a product as inexpensively and quickly as possible, time spent on production and design must be held to a minimum. This may still be a matter of weeks or months, based on the type of product and the method of design, but rapid prototyping will reduce time spent in the design process, and thus costs.
Another advantage of this technology is that it can manufacture parts having very small internal cavities and complex geometry.
How does rapid prototyping work?
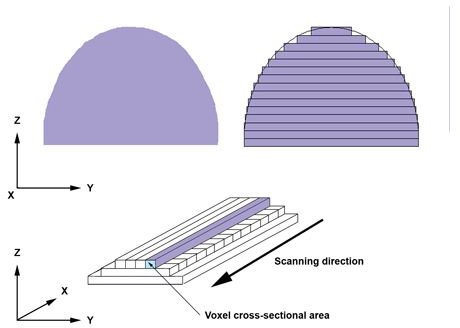
- This technology is classified as an additive process, whereas other conventional processes are subtractive and compressive process. The materials used for such additive process are photopolymer, thermoplastic, and adhesives.
- This process builds objects by joining the particles or the layers of the raw materials.
Laminated Object Manufacturing
- Rapid prototyping technology is used in the Laminated Object Manufacturing (LOM) process.
- The components of this system are based on a feed mechanism. This feed mechanism involves attaching a sheet over a build platform.
- A heated roller is used to provide pressure for bonding the sheet.
- The layers look like wood, before they are packed by protective lacquer.
- In this process, the glue-packed paper material is cut into layers by a laser beam. After the each cut, the platform is then displaced below by the length equal to the thickness of the sheet. Then, another sheet is attached over the previously attached layer, the platform is lifted above, and the heated roller provides pressure to bond.
- The process of LOM is used for manufacturing large sand casting patterns.
Ceramic Stereolithography
- The rapid prototyping technique is also used in ceramic stereolithography, in which photopolymers are used as material.
- The process starts when a vat is filled with the photopolymer liquid and a 3-D model of the product in CAD data is uploaded into the system.
- The work of this process is to cut the model of different cross sections having thickness in between 0.004 to 0.020 inches thick.
- The last job is to bind the layers together according to the model of the product.
Laser Sintering Prototyping
- This technique is also based on the process of making products layer by layer.
- The material used in this technique is in the form of powder having size of approximately 50 µm. The process involves successive spreading of the powder in layers on the top of each other.
- After spreading, the rapid prototyping technique takes place. The computer that controls a CO2 laser beam scans the design and binds the particles according to the desired cross section of the product.
- In this process “sintering” takes place, i.e., when the temperature rises above the glass transition point due to the application of laser, it forces adjacent particles to flow together.
Solid Ground Curing
- Photosensitive resins are used in this technique, in which the resins are hardened in layers.
- Actually, it is a high-throughput process, and to achieve this, all layers of photosensitive resins should be hardened at once.
- In this process many parts can be made simultaneously due to its large work space. A large single part can also be created.
Fused Deposition Modeling
- This process is used to construct the product directly from the 3-D CAD data.
- The process involves binding of thermoplastic materials layer by layer.
- It starts with loading an STL file of the design into pre-processing software.
- The model is then cut in layers of thickness from 0.127 - 0.254 mm.
- After the review of the data and tool path, the data is downloaded to the Fused Deposition Machine.
References
The Materialise Group - About our laser sintering prototyping service
CustomPart.net - About Laminated Object Manufacturering
Efunda - About Solid Ground Curing
Materialise - About Fused Deposition Modeling
npd-solutions.com- Rapid Prototyping
Image- Rapid Prototyping-commons.wikimedia.org