Electric Arc Furnace Design Operation and Working Principle
Introduction to Understanding Electric Arc Furnaces (EAF)
Electric arc furnaces are a firebrick-lined U-shaped vertical vessel in which scrap steel is melted by an electric arc instead of the usual fossil fuel. They are sometimes used as mini-steel producers, manufacturing steel products such as structural steel rods and bars.
Many years ago I was engineer in an aluminum smelter here in the Highlands of Scotland, and we had an EAF which used to scare the life out of me. Continually emitting sparks and flames, to say nothing of the fumes, the electric arc furnace transformer was in a nearby switch room and the breaker used to drop out with such a bang!
I am sure we will find out together in this article that technology in EAFs has advanced since the 1970’s, just as the health impacts around electric arc furnaces have improved by the installation of HVAC suction units drawing the gasses and particulates away from the immediate working areas.
This then is an article on understanding electric arc furnaces, and we begin with a brief history of these furnaces.
History of Electric Arc Furnaces
Electric Arc Furnaces were introduced in the early 1900s, being used to smelt iron. Later that century they began manufacturing specialist metals used in tool-making, spring steel, and also in the production of carbide for lamps.
During the 2nd World War the EAFs became more popular by producing steel from scrap, and in the UK citizens were encouraged to donate all steel and iron scrap to the war effort. My uncle had a large house in Bangor N.I., where I grew up, surrounded by a high wrought iron steel fence and gates. These were cut off and taken to a small steelworks in Belfast which was running several EAFs, producing steel from scrap for the war effort.
Here in the Highlands there are still gardens surrounded by small walls which show the scars of the wrought iron railings being cut off for the same purpose.
After the war the EAFs still continued to produce structural steel from scrap, with the blast and basic oxygen furnaces producing heavy plate for shipbuilding and thin steel for the car industry.
Today it is much the same although the EAFs have seen many technical changes such as operating on DC and using one electrode, but the AC unit is still the most popular.
Reference Web: 2pays - History of EAFs (PDF)
Furnace Installation Equipment Description
An EAF consists of the following components;
- The Furnace
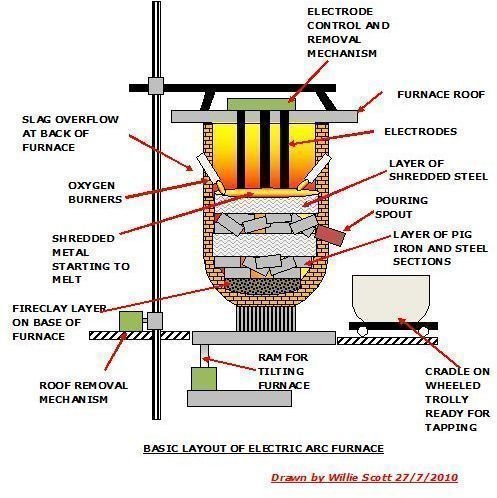
This is a U-shaped refractory lined vertical steel vessel that contains several openings to pour the molten metal and run-off the slag. The interior bottom of the vessel is protected by a thick layer of refractory cement. The outside of the vessel and the lid can be water-cooled.
A modern EAF has oxygen burners fitted on either side, and these are used to pre-heat the furnace and to use during operation to eliminate cold spots in the scrap metal as it melts.
The furnace has a retractable lid to facilitate the loading of scrap steel and pig iron from a loading cradle, with the lid also housing three AC powered carbon graphite electrodes.
- Transformer
The electrodes are supplied by an electric arc furnace transformer which is close to the furnace, but well protected from the heat and flying metal sparks. Large electric arc furnace transformers can be rated at 60 MVA.
- Furnace Tilt, Roof Retraction, and Electrode Removal
A furnace tilting mechanism is used to tilt the furnace to pour the molten metal into a cradle. The roof retracting mechanism allows the removal of the electrodes and the charging of the furnace. The electrodes are withdrawn by their mechanism and swung to the side for storage. Most of the mechanisms are electrically powered, but hydraulics can also be used.
- Ladles
These are steel vessels lined with refractory, in which the molten steel from the furnace is poured. Cradles are used to transport the molten steel to the next process, and sometimes to mix in any chemicals required to purify the melt.
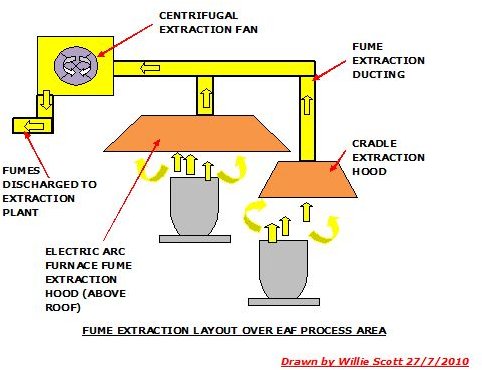
- Fume extraction
Fume extraction ducting is arranged around the EAF operating area, drawing the fumes and particulates away to a treatment plant, lessening the operators’ health effects at electric arc furnaces.
Please see page 2 for details on an Electric Arc Furnace Operation and some Electric Arc Furnaces diagrams.
Electric Arc Furnace Working Principle and Operation
Electric arc furnaces work on the principle of the electrode forming an arc between itself and the top layer of metal to be melted.
The operation begins with a delivery of steel scrap to the scrap bay, located at one end of the EAF building. The scrap comes in many forms, from shredded crushed cars to kitchen white goods, steel sections, and plates. These are loaded onto a scrap container known as a basket, which has bottom-opening doors, along with some pig iron (an iron ingot product of the blast furnace) as required for the finished grade of steel.
The basket is loaded to ensure that the topmost layer is of light scrap, then a layer of heavy scrap, alternating until the basket contains the correct mix and weight of scrap.
On its way to the furnace, the basket may pass through a large pre -heat system, which uses electric arc furnace industrial heat in the form of exhaust gasses to heat the scrap, thereby increasing efficiency using waste heat.
Next the basket of scrap is transported on its steel wheeled trolley to the furnace where the furnace roof is retracted and ready for the charge.
As I mentioned earlier I was engineer at an aluminum smelter that had an EAF for melting iron, used to secure the rods to the carbon anode blocks. (See my article on Aluminum Smelting from Bauxite). I found charging to be the worst and most dangerous part of the operation- as any molten metal lying in the furnace gets displaced, it spills out the top and sets fire to any oil or grease in the vicinity- very scary!
Anyway, once the charge is in the furnace, the lid is replaced on the furnace and the electrodes lowered onto the top layer of light scrap. An arc is struck and the electrodes start sinking into the scrap, their rate of advance and voltage are controlled automatically, the oxygen burners are energized, and melting commences.
The electric arc furnace temperature of the molten metal is around 2970F, but alarmingly the temperature of the arc is something in the region of 11000F!
A normal melt of 100T would take just over an hour to complete, using about 400kWh of power.
The formation of slag is an important component of EAF steel production, and is encouraged for several reasons as listed below;
1. Slag forms on the top of the molten steel and acts as a sponge to gather the impurities in the metal.
2. Slag acts as an insulation layer on top of the metal preventing excessive heat loss.
3. Slag helps reduce the wearing away of the refractory.
Slag formation is aided by the injection of magnesite and dolomite in the form of magnesium oxide and lime from calcium oxide. (These can also be added to the scrap charge.) Now the melt has reached its end product, another basket of scrap can be added and once all metal is completely molten, samples can be taken and the molten steel adjusted by addition of more slag producers and injection of oxygen with inclusion of chemicals to burn away the typical impurities of sulphur, aluminum manganese, and phosphorus (their oxides being held in the slag).
This can cause the slag to foam vigorously and spill out the slag overflow.
Once the samples have confirmed, the correct temperature and composition of the molten steel it is then tapped into the pre-heated cradle where alloys may be added along with more lime.
Reference Web: P2Pays - EAF working principles and operation.
Health Impacts around Electric Arc Furnaces
Years ago the fumes and particulates from the EAF would fill the whole furnace shop, obliterating any light coming in through the windows and skylights, which had already been turned brown by the fumes. These fumes are very hazardous, containing chromium, lead, nickel and cadmium.
These were worse at the loading and pouring stages, but could also be very bad when skimming off slag or oxygen lancing.
Nowadays with Health and Safety at Work well in place, workers are protected from the worst of the fumes and dust by the extraction systems.
These consist of runs of ducting with suction grills at the worst points of the pollution, being drawn in by centrifugal fans and discharged to dust extraction systems such as bag filters or electro-precipitators. Scrubbers are used downstream of the dust and particulate extractors, to remove the worst of the gas fumes.
The area around the furnace is particularly prone to fumes. A hood over the furnace is used to collect the fumes during the loading and pouring processes and draw them away through ducting to the fume treatment plant.
So the workers are protected from the fumes, (although face masks should still be worn by the furnace operators) and, nearby land and population are a lot safer due to the modern fume extraction systems around an electric arc furnace.
Reference Web: World Lingo - Health Impacts around EAFs
Electric Arc Furnace Diagrams