Metal Grinding Wheels - How a Grinding Wheel is Manufactured
Introduction
Grinding wheels are the basic unit in which the abrasive materials are bonded and in unison they complete the entire grinding process. We have already learnt about various types of abrasive materials used in grinding and how Bauxite is used to manufacture Aliminium Oxide. Now its time to check out the actual manufacture of the grinding wheels.
Grinding Wheel
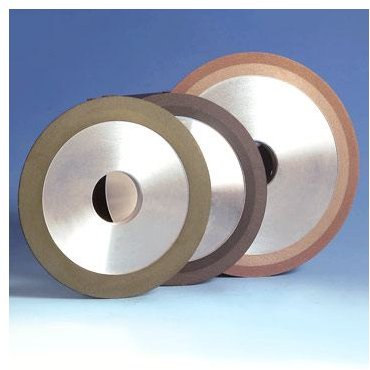
Basically most people are under the impression that a grinding wheel is made from some material upon which the abrasive material is stuck with some sort of a strong glue, but this is not the truth. In fact the entire wheel is nothing but a hardened mixture of abrasive material embedded in the bonding material. Nevertheless there is the central portion which acts as the rim upon which the rest of the wheel is mounted and this varies from wheel to w
heel and a couple of examples are shown in the adjacent images. The process of making of the material was already discussed briefly in the previous article.

After the particular material - either natural or artificial - is ready to be spun into the wheel, it is mixed with the bonding material and dried and baked in the proper shape which gives rise to the grinding wheel. Of course the final operations of finishing, balancing, and inspection are carried out prior to labeling the wheel as OK. All of these are very important for proper grinding to occur as well as for the safety of the worker handling the grinding operation. Cracks are totally unacceptable in a wheel because of the high speed of revolution at which these wheels work.
Bonding Process
Bonds can be of various types depending on the type of material to be used for manufacture such as silicate, rubber, bakelite, and so forth. Depending on the type of bonding material, there is a unique process for each of these types of wheel manufacture. All these processes have their own set of advantages and drawbacks and hence the best possible method should be used for specific applications.
For example in case of the silicate bond process, sodium silicate is mixed with the abrasive material grains and the moulded material is dried and baked for several hours and the temperature of this baking operation is nearly in the range of 270 degrees Celsius. The main advantage of this type of manufacturing is the fast process which is completed within a matter of days (yes, you read it right, it is fast) and bigger sized wheels can be made with ease. The flip side is that such wheels wear out very quickly since the bond is not as strong as other bonds such as, say, a vitrified bond. Similarly all processes have their own unique characteristics.
A wheel is classified either having an open structure or a dense structure, wherein the former refers to finer grain arrangement and vice versa.
Image Credits
MSC/J&L Industrial Supply Company, UK