How to Connect Electrical Cable Ends Securely for Efficient Power Supplies
Cable and wires are meant for carrying and transferring electric power and hence are manufactured with high standards, ensuring maximum efficiency and safety for the purpose. However these conductors need to be terminated at some place and inevitably involve end connections and joints across the line, which, if not implemented securely, can hamper the sole purpose of the device, affecting electric conduction efficiency. A few of the accepted, reliable methods and procedures that are commonly implemented while joining electrical cables are discussed in the following sections.
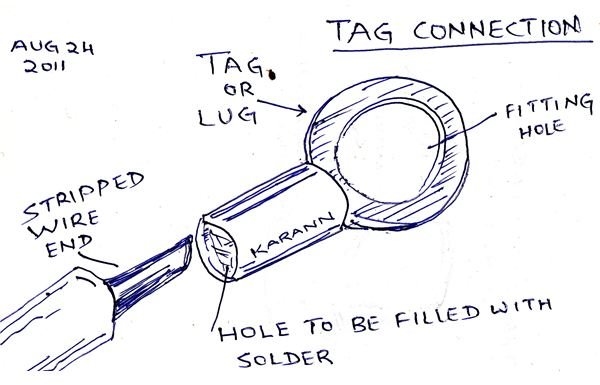
Tag Connection
Connecting a wire or cable end to equipment through this method is generally followed in occasions when the space for the connection is limited and other methods become difficult. The procedure includes the following steps:
The procured tag end is tinned with a soldering iron, taking care that the solder doesn’t flow around the drilled hole of the tag.
The insulation of the wire to be fixed is stripped off exposing the bare core.
The core is also tinned.
Keeping the soldering iron touching at the tag end, the core is slid inside the tag cavity. The solder iron is immediately removed once the insertion is done.
The core is held inside the tag cavity with steady hands until the solder solidifies.
This tag/wire assembly can now be secured to the equipment using a screw and nut.
Direct Screw Connection
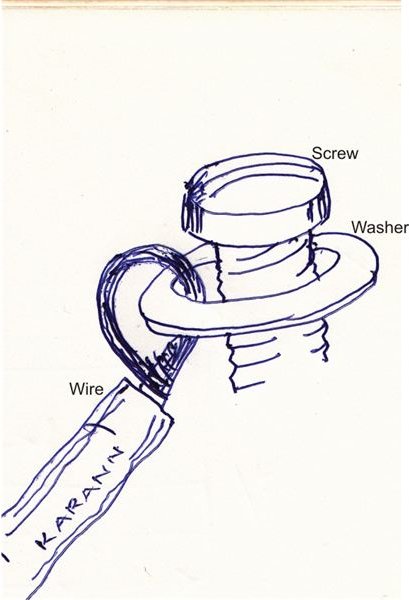
This is a shortcut method where the use of a tag is avoided, or rather where the wire end itself is looped for the required attachment.
The screw is passed through a washer and loosely held through the drilling of the connection.
The wire end is stripped to expose the core to a generous length. If the core is stranded type, make sure the strands don’t get damaged while stripping and all of them are kept intact.
The strands are twisted together to form a single rigid core.
It’s passed through the narrow space between the screw and the washer forming a loop, and then twisted tightly with the washer as shown in the diagram.
The screw now can be fixed with a nut from the bottom for the final connections.
Direct Pillar and Nut Connection
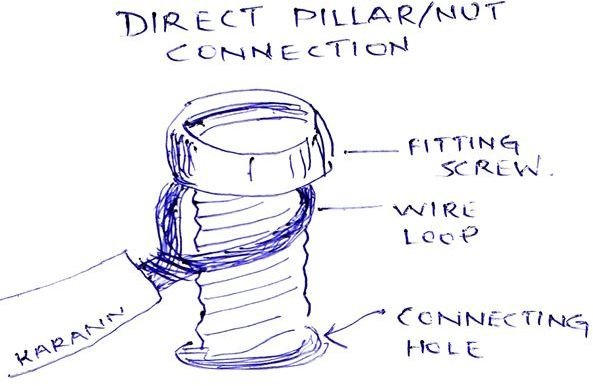
The method is quite similar to the above, however here the wire end is not passed through the washer, rather done in the following method:
The insulation is stripped back to a reasonable length, if it’s stranded type; precautions as mentioned in the above method must be followed.
The above wire is looped around the neck of the screw and twisted until it tightly “strangles” around the neck of the screw.
The assembly now can be fixed through the drilled connecting hole of the equipment.
Direct Socket Connection
A socket arrangement may be incorporated over equipment where screw nut connection becomes cumbersome to install. It’s done as follows:
The cable end is bared by stripping it to a length that may be equal to the depth of the bored socket hole.
The core is then inserted into the socket hole and tightened using the grub screw.
The above procedure must not be used where frequent change of the connections is required, because the screw end tends to damage the core and repeated use becomes risky.
However if the core is covered with a crimped metal sleeve, it may help to safeguard it from the grub screw impact so that the core end now becomes reusable.
Bound Loop Connections
In cases where a “pillar and nut” connections become desirable but require frequent disconnection and reconnections are needed, the bound loop connection may be ideally incorporated. It’s made with the following instructions:
As usual, the cable end is bared from its insulation to a suitable length.
This end core is then whipped (twined or wound) with a small length (about 5 times that of the core end) of thin tinned copper wire for a half portion of the core.
The wound portion is solder-tinned lightly.
Then the remaining end of the extended copper wire is turned into a loop such that its end returns back to the core.
This looped copper end this then further joined by twisting across the upper free end of the core. The assembly is again lightly soldered for greater endurance.
This type of joint is generally very reliable and is able to endure many numbers of reconnections.
Connecting Large Cables
Though the bound loop method of connection may be well suited for smaller cables, constructing it with larger cable end connections can be difficult. For ease of connections, large cables nowadays come with metal end fittings in both soldered and non-soldered forms.
The common types are those which use channel end soldered eye plate. Other forms include spade plate (open-ended eye) and the hook plate.
The above two types of connections become especially useful in equipment where removal of screw and nuts become very inconvenient.
Further developments provides us with substituted options through crimping sleeves, replacing soldering channel type fittings and eliminating elaborate soldering procedures.
When heavy duty cables are involved, the above methods including the crimping sleeves is avoided, rather a socket is introduced for the connections. The core end of the cable is soldered into the socket hole and the contact surfaces are machined to produce true flat surfaces, ensuring maximum electric conduction. The sockets are made up of heavy copper or brass.
The Ross-Courtney type of cable fitting endows partial virtues of both bound loop and “single end fitting” type of connections. It provides the convenience of quick connections without the use of soldering procedure as found with direct fittings, and also ensures higher reliability as featured with bound loop type of connections.
References
- 12 Volt Electrical Connections - http://www.mmxpress.com/technical/connections.htm
- Cables and Wires - http://www.ripsdiy.co.za/cablesandwires.shtml
- Images - Drawn by Karann